


The rule of solids control is always the same: Success to any method of solids control is achieved when cuttings are kept intact from bit to surface.
Why keeping the solids intact is just one step in the process of solids control?
The truely of success comes from maintaining an efficiently operating solids control system that is processing solids and providing a low-solids drilling fluid. Trouble starts with recirculating solids back downhole. Failure happens when the solids control system becomes a pit of unusable solids-laden mud. The only way to stay successful is to monitor your drilling fluids properties with a slurry test kit. If you do not know the properties of the fluids on the surface and the fluids going back downhole, you can never understand your success or failure. Contact your local mud engineer to understand your specific fluid properties better.
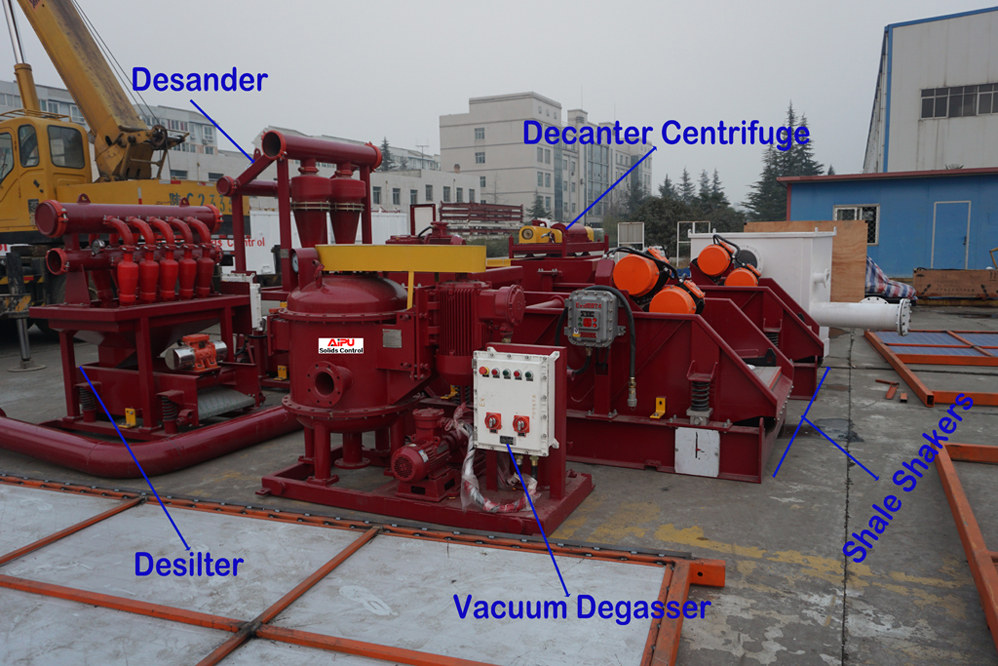
How To Use Shaker Properly
Move big solids from the pit to the shale shaker is the first process in solids control. This procedure sets the pace for success or failure. The goal of a shale shaker is to clean 100 percent of the rig’s circulating volume while removing as many drill solids as possible.

Relate topics:
Aims of Shale Shaker
For a shale shaker to be successful, it requires enough surface area and proper movement that drives the solids to the end of the shaker screen while the fluid phase falls into the dirty tank. Both linear and elliptical motion can provide proper movement of solids, and each shaker type has its advantage. The goal is to have semi-dry solids conveying off the end of the shaker.
Screen Blind
So, what is happening when more fluid is conveying off than solids? We call this effect screen blinding, and several different factors cause it. First, we have to look at the volume of fluid moving across the screens. Do we have enough shaker length or surface area to accommodate the amount pumping across the screens? Next, what screen mesh size is used for the shale shaker screen?
Typically, elliptical shakers use a coarser mesh screen, such as 20 or 40 mesh. A linear shaker will utilize finer screens, like 60 and 80 mesh. The finer the screen, the more motion required to separate the solids from the drilling fluids.
If shaker length and movement parameters are correct, screen blinding can be caused by the solids type — like silts and fine clays — and size. Silts and clay can fill in the pore space of the screens.
More often than not, the cause of blinding when drilling clays and silts is partially hydrolyzed poly acrylamide (PHPA) polymers. These types of polymer will coat the screen and create blinding. Many solids control manufacturers will caution against the use of PHPA polymers.
PHPAs are valuable at preventing clays and shale from breaking down into fine solids that are nearly impossible to remove. The most significant thing to remember about PHPA polymers: They are a chained polymer designed to link and coat solids. Whether drilling with a mud pit or solids control system, PHPAs require an isolated premix tank for continued use while drilling. Mixing a PHPA directly into an active system with solids will result in the PHPA cross-linking the solids, thus creating a big pit of pudding.

Tips Of Use Hydrocyclone to Control(Separatoion) Solids
The after of shale shaker removal process starts with hydrocyclones. The industry standard 5-inch cone is designed to remove solids that are 50- to 80-micron range. To create the cyclone effect that removes little solids and creates clean mud, the cones must operate at their manufacturer’s recommended volume and operating pressure.
Mud Weight
Mud weight will change the required operating pressure. When the cones are operated correctly, they create two fluid phases, called overflow and underflow. The overflow is clean mud and makes up 80 percent of the fluid that enters the cone. The underflow is the other 20 percent, the waste that exits the bottom of the cone.
To repeat this point: The underflow is a concentrated, undesirable solids waste stream from the cones’ cleaning process. The solids in the underflow are 80 to 50 microns, which means the underflow pumped over a shaker must be 200 mesh or finer. If fine solids are building up in a solids control unit’s tanks, it is because the cone shaker cannot remove them.
An easy test to figure out if the shaker can remove the fine solids or not is to take a sheet of plastic and physically blind off the cone shaker screen. Yes, it is going to make a mess, but if the solids stop building up in the system, it is known that the screens are too coarse.
If the fine solids seem to build up in an isolated active system tank, then there is a chance the cones are not operating efficiently, and fine solids are moving with the overflow fluid.
Hydrocyclone
Hydrocyclones require the threaded office/apex nut to operate correctly. Cones operating without a nut cannot create the required proper cyclone effect, and the fine solids will go into the overflow. If the apex nut is removed, to prevent the cones from plugging finer screens will be required on the shale shaker, or a larger cone to remove larger, sand-sized solids.
Hydrocyclones are a simplistic design that completes a complicated process to remove fine solids. Contact the cone manufacturer about proper functions and adjustments of the cones.

Key of Proper Use Solids Control System
We have to understand our solids control equipment’s limitations. Solids control systems have a maximum processing capacity. You have to match that capacity to your drilling program. You must consider borehole design and drilling method when selecting a solids control system.
Example Of Solids Control
A system designed to process 250 gallons per minute will not be able to keep up on a job that requires 400 gallons per minute processing. Remember that a 5-inch hole is 1.02 gallons per foot, and a 10-inch hole is 4 gallons per foot. The 5-inch bit will create a minimum of 20 gallons of cuttings per rod to process, whereas a 10-inch hole will create a minimum of 80 gallons of cuttings per rod.
We must consider the type of bit and what size of solids it creates. PDC bits create a much smaller cutting than drag bit. A solids control system is only as good as the finest cuttings it can remove. That is why it is vital to keep solids intact from bit to the surface and from pit to the shale shaker.
A competent solids control system will base its cleaning capacity on its ability to process fine solids. A system stating its size is 400 gallons per minute, should be able to handle 400 gpm of fine solids as well. Failure starts when the system can no longer remove the solids entering the system.
Catastrophic failure occurs when abrasive solids damage equipment or even worse, when we cement off a water production zone with high solids mud. To create a borehole, we must remove solids from the hole. To finish a project successfully, we must completely remove the solids from the drilling process.
Do you own a solids control system or a mud pit on wheels? These tips should help you get the most out of your system, maintain productivity and, ultimately, make a successful hole.

One Reply to “Tips For Solids Control Of Drilling”
Comments are closed.