

The application of polymer muds has been hindered by two criticisms. First, they are difficult to run because mud-engineering maintenance guidelines are very different from conventional bentonite mud systems. Second, they are less solids-tolerant than dispersed or lime-based systems. Consequently, these muds often have proved uneconomical for drilling geologically young and highly dispersive shales or for drilling with high mud weights (greater than 14 lbm/gal [greater than 1700 kg/m3]).
However, as the use of these systems continued, engineering practices evolved to where, in recent years, these systems have been practices evolved to where, in recent years, these systems have been used very successfully in young dispersive shales and in higher mud weight ranges. The recent success of the PHPA mud system is attributed to improved mud-engineering guidelines and solids-control practices. Although more is known from field applications about how practices, although more is known from field applications about how the products work and the systems behave, the technology of PHPA mud systems is still developing.
Comparison of Polymer Muds With Clay Muds
Drilling of oil and gas wells always results in the incorporation of native clays into the mud system. About 60% of the world sedimentary volume consists of shales (formations with a high clay content produced by compaction and dewatering of fine-particle-size sediments). As we drill through shales and the mud carries low-gravity drill solids out of the borehole, shale particles too small to be removed by the solids-control equipment particles too small to be removed by the solids-control equipment accumulate in the mud, increasing the mud’s clay content. It is instructive to compare how the viscosities of conventional clay and polymer-based muds are controlled by mud products added to handle the buildup of clay solids during drilling.
The viscosity and gel strength characteristics of bentonite muds are achieved by clay-particle-to-clay-particle interactions. Clay particles in the water phase are attracted to each other and build up a structure that produces viscosity. The commonly used thinners are small, negatively charged molecules (small relative to high-molecular-weight viscosifying polymers) that adsorb on clay particles to increase surface charge, which reduces attraction particles to increase surface charge, which reduces attractions between particles. This is called electrostatic stabilization. High pH is an important feature of these dispersed systems. The high hydroxide concentration activates the common thinners (makes them more negative) but also leads to greater dispersion (clay cleavage) of both drill cuttings and the wellbore by increasing the negative charge on the clay surfaces. As a consequence of negative-charge-to-negative- charge repulsion, conventional muds with a high concentration of low-gravity solids and high mud weight still can have acceptably low viscosities.
The disadvantage of dispersed clay muds is that the very chemistry that makes them tolerant of high solids also makes them a dispersive medium for shales being drilled. Cuttings disintegrate into fine particles as they move up the annulus. Clays in the borehole wall disperse, enlarging the borehole. In addition, the mud’s high colloidal-solids content makes its viscosity very dependent on commonly encountered contaminants. Saltwater flows, drilling anhydrite, cement contamination, and high temperatures can lead to severe gelation of the high-clay-solids mud.
The rheological behavior of PHP A muds is controlled largely by the viscosifying effect of the dissolved high-molecular-weight polyacrylamide polymer. The key to the maintenance of PHPA muds is to ensure that clay solids and barite minimally add to the mud’s viscosity. This is achieved by keeping the clay content within a specified range and an excess of polymer present to avoid bridging flocculation and to promote steric stabilization.
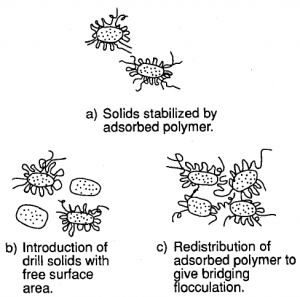
Steric stabilization and electrostatic stabilization are the two generally accepted mechanisms by which stability (lack of inter-particle attraction) may be imparted to a colloid. The concept of steric stabilization is quite simple. Adsorbed polymers on the clay surfaces physically prevent the clay particles from getting close enough that their mutual van der Waal’s attraction enables aggregation. The advantages of adding steric stabilizing polymer are that a greater level of dissolved salts can be tolerated and stable dispersions can be prepared at much higher solids concentrations. Adsorbed polyelectrolytes like PHP A stabilize by both electrostatic and steric stabilization.
Bridging flocculation is the attachment of a polymer chain to two particles. Effective bridging flocculation requires an adsorbed polymer to have a high enough molecular weight to extend from one particle surface and to attach to another. Also, a sufficient free surface must be available on the second particle for adsorption of this extended polymer chain to occur. Fig. 1 illustrates these concepts.


Different concentrations of a commercial bentonite-extending polymer were added to 14 lbm/bbl [40 kg/m3] of pre-hydrated bentonite in water. Original bentonite extenders were vinyl acetate/ maleic anhydride copolymers; currently, extenders are polyacrylamide or polyacrylate polymer blends. At low concentrations of added polymer, the polymer chains bridge clay particles, resulting in a yield-point increase. At high concentrations of the extending polymer, however, enough polymer chains are adsorbed on the clay surfaces to leave few free surface sites for a single polymer chain to bridge two particles. The surface saturation results in steric stabilization reduced bridging flocculation, and a reduced yield point, as Fig. 2 shows.


These concepts have a very important consequence. A PHP A mud system must contain enough PHPA to maintain inhibition by encapsulation and to keep surfaces coated with an adsorbed polymer. The PHPA concentration, however, cannot be so high that the viscosity of the water phase becomes excessive.
We contend that many failures of PHPA mud systems have resulted from not keeping enough PHP A in the mud during the incorporation of drill solids or the addition of barite. Without some excess polymer, the influx of new free surface area (drill solids or barite) into a stable mud of desired viscosity causes adsorbed polymer to redistribute so that bridging flocculation occurs (Fig. 3). The mud viscosity increases, sometimes drastically. Often, the mud is then diluted or even dispersed. PHPA muds that become too viscous while drilling usually has been thinned by the addition of PHPA.

History of PHPA Muds
The previously noted investigators discussed the following important design features of PHPA muds: (1) maintaining 0.5 to 1.0 lbm/bbl [1.4 to 2.9 kg/m3] PHPA in the mud, (2) keeping colloidal-solids content as low as possible with good solids-control practices, (3) controlling the pH near 8.5 to 9.0 and (4) using pre-hydrated bentonite sparingly. Pre-hydrated bentonite is used as a supplemental viscosifier in freshwater formulations but should be used sparingly in saline environments because of difficulties in controlling rheology. According to Chesser,13, this is especially true in KCI/PHPA muds because the flocculation of bentonite by the potassium ion can adversely affect rheological properties and filtration control. We have changed these guidelines successfully in field implementations.
Many U. S. gulf coast wells were drilled with PHPA mud weights > 16lbm/gal [ > 1900 kg/m3]. Mud property data are given for an 18.7-lbm/gal [2240-kg/m3] PHPA/seawater mud. Interestingly, they also show data in which an 11.5-lbm/gal [1380-kg/m3] PHPA mud treated with Ilbm/bbl [2.9 kg/m3] PHPA (to improve lubricity) had a lower yield point and gel strength than before treatment.
The advantages and cost savings of the PHP A system. These include increased ROP, fewer bits, in-gauge holes, successful logging runs, less filtrate invasion, less differentially stuck pipe, lower torque and drag from thin high-lubricity filter cakes, low corrosion rates on corrosion rings, and efficient solids removal at the shaker screens resulting from prevention of dispersion of the drill cuttings.
PHPA Seawater/Freshwater Muds In Gabon
- Continuous coring of the reservoir interval for comprehensive evaluation;
- Obtaining clean samples for trace analysis;
- Using quality logs, including a self-potential (SP) log, to evaluate the productivity of thin sections;
- Detecting oil-bearing sections not encountered in previous wells;
- Intersecting the highly dipping beds with a near-vertical « 10° hole angle) wellbore;
- Ensuring trouble-free drilling performance.
Previously, severe wellbore problems encountered in directional wells were solved by the use of oil-based muds. The first four criteria listed above precluded the use of oil-based mud in Phase 3 operations. We decided that using the PHPA mud system with a steerable drilling assembly and polycrystalline-diamond-compact (PDQ bits offered the best probability for successfully meeting all our objectives. The Selected formulation was to meet the following mud specifications.
- The salinity of less than 20,000 mg/L (to yield the optimum SP log).
- High temperature/high pressure (HTHP) fluid loss of IS mL at 300°F [l50°C]. The temperature selection and the filtrate specification ensured that the formulation would minimize fluid invasion and not destabilize the shales.
- Mud weight of 9 to 1l.5 Ibm/gal [1l00 to 1400 kg/m3] to provide mechanical stability in the directional well and to minimize lost circulation. Mud weight was reduced after setting the casing immediately above the partially depleted pay section.
Results
To date, nine wells have been drilled on Platform C offshore Gabon. Wells CI through C5 was drilled with four water-based mud types: freshwater lignosulfonate, gypsum/sulfonated asphalt, lime-based mud, and lignosulfonate/Gilsonite. TM Of these, only Well CI was reasonably trouble-free, and two subsequent wells were sidetracked by drilling problems. Oil-based mud was used in Well C6 to drill the troublesome 12 lA-in. [31.I-cm] hole section successfully. Wells C7 through C9 was drilled in Phase 3 operations (1988) with PHP A mud systems.
Fig. 4 shows the general drilling progress in the 12l.4-in. [31.1- em] hole sections of Platform C wells. The average progress for the drilled wells was 285 ftlD [87 mId] with water-based muds; 300 ft/D [91 mJd] with the oil-based mud; and 510 ftlD [ISS mId] with PHPA muds. On the basis of these group averages and the actual savings in total drilling costs, the improvement from the use of PHPA muds was considered exceptional.


Overall, the success of the Gabon operations resulted from drilling optimization and the combined use of PHPA mud, steerable bottom-hole assemblies (BHA’s), and selected PDC bits. However, the following improvements and benefits realized in Phase 3 operations can be attributed to the use of PHP A mud systems.
- ROP .and drilling progress was increased significantly by elimination of bit balling and shale sloughing problems. Fig. 5 compares the drilling curve for Well C4 (drilled with a lime-based mud in 1984) to the drilling curve for Well C9 (drilled with the same rig with PHPA mud). Well C9 became the record well at the time it was drilled.
- Gauge wellbores, comparable with those achieved with oil-based mud systems, were attained. Fig. 6 shows the caliper and gamma-ray logs in the comparable 12l.4-in. [31.I-cm] hole intervals of Wells C2 and C9 across the Ikando shale. PHPA mud was used in Well C9.
- Evaluation of shows and log analysis were much more productive than anticipated, with almost no formation washout or invasion. The thin PHP A filter cake, however, may affect the cement bond log and variable density log recordings, and the lack of fluid invasion may complicate the interpretation of micro-resistivity logs.
Note that the micro-resistivity logs measure fluid invasion and, consequently, filter-cake buildup in permeable zones, resulting in some form of formation damage. When the permeable interval is drilled with a fluid that has reduced filtrate invasion and no significant filter cake, the usefulness of this logging tool is limited. The gauge hole, however, enhances the value of all other logging tools.
- Well C8 was the first Gabon well drilled with a water-based mU9 to be completed without acidizing, which saved substantial completion costs.
- The directional drilling performance and the response of the BHA and bits improved significantly as a result of the gauge hole and elimination of balling problems.


depth.
Table 1 shows the average performance in the 12l.4-in. [31.1- cm] hole section of Platform C wells, excluding the two, sidetracked wells. An approximate 200-ft [60-m] depth difference exists in the 3,000-ft [900-m] interval between the wells drilled with dispersed water-based muds (Column 1) and the wells drilled with PHPA mud (Column 3). In wells drilled with PHPA mud, the number of bits was reduced from seven to two, rotating hours were reduced from 128 to 58, drilling progress was increased from 254 to 499 ftlD [77 to 152 mId], and total days were reduced from 12 to 6. All this was achieved with an acceptable increase in mud costs (23 % higher than the previously used water-based muds and 30% less than the oil-based mud).
| TABLE 1-COMPARISON OF PERFORMANCE AVERAGES IN 12-1/4 in.INTERVAL | |||
| Mud Type | |||
| Water-Based (Wells C1, C3, and C4) | Oil-Based (Well C6) | PHPA(wells C7,C8, and C9) | |
| Maximum inclination, degrees | 33.1 | 63.0 | 34.5 |
| Inclination at TO, degrees | 12.5 | 49.5 | 6.5 |
| Average mud weight, Ibm/gal | 11.2 | 11.4 | 11.0 |
| Interval length, ft | 3051 | 4485 | 2845 |
| Number of bits | 7.3 | 10.0 | 2.3 |
| Mud cost, $/ft | 33.38 | 60.67 | 40.48 |
| Rotating hours | 127.7 | 239 | 58.3 |
| Average ROP, ft/hr | 23.9 | 18.8 | 48.8 |
| Average progress, ftlD | 254.3 | 299 | 499.1 |
| Days to drill section | 12 | 15 | 5.7 |
The poor performance of the oil-based mud resulted from difficulty in controlling lost circulation in fractured formations. These lost-circulation problems were not observed in the same formations with water-based systems.
PHPA Salt Saturated Mud
A PHPA/saturated-salt mud was used to drill the section for the following reasons.
- Salt was used to help prevent excessive washouts across the salt section and to provide ionic stabilization of the shales. The salt concentration was maintained at saturation (86, 000 mg/L chlorides).
- PHPA was used to coat shale sections of the wellbore and to encapsulate shale drill cuttings. The PHPA (active) concentration was maintained above 1.0 lbm/bbl [2.9 kg/m3].
Table 2 shows the formulation for the Pegasus No. I PHPA/saturated-salt mud. This formulation was built at a cost of $26.47/bbl [$166/m3]. Table 3 shows the average mud properties maintained while drilling 5,747 ft [1752 m] of 12 lA-in. [31.1- cm] hole. These properties were maintained with ease and no hole problems were encountered.
| TABLE 2-PEGASUS NO.1 PHPA/SATURATED-SALT MUD FORMULATION | |
| Materials | Concentration (Ibm/bbl) |
| Bentonite | 10.2 |
| PHPA (active) | 1.3 |
| NaCI | 120 |
| Starch | 2.5 |
| PAC regular | 1 |
| Modified lignite | 0.3 |
| VAVS copolymer | 0.8 |
| Xanthan gum | 0.6 |
| Polyacrylate de-flocculant | 0.3 |
| TABLE 3-PEGASUS NO.1 AVERAGE PHPA/SATURATED-SAL T SYSTEM PROPERTIES | |
| Mud weight, Ibm/gal | 10.4 |
| Viscosity, sec/qt | 48 |
| Plastic viscosity, cp | 20 |
| Yield point, Ibf/100 ft2 | 14 |
| 10-second gel, Ibf/100 ft 2 | 3 |
| 10-minute gel, Ibf/100 ft2 | 9 |
| HTHP (200 0 F, 500 psi), mL | 20 |
| pH | 9 |
| CI-, mg/L | 186,000 |
| Ca + +, mg/L | 280 |
| Low-gravity solids, vol% | 4 to 6 |


section. CALI = caliper, GR=gamma ray.
One notable aspect of material requirements for Pegasus No. 1 was the use of vinyl amide/vinyl sulfonate (VAVS) copolymer. Normally, the relaxed filtration requirements of Pegasus No. 1 would not have dictated the use of the VA VS copolymer. However, only starch and regular-viscosity PAC were available for fluid-loss control. The combined use of these products in quantities sufficient to meet the filtration requirement would have resulted in excessive viscosity. Had low-viscosity PAC been available, the VA VS copolymer would not have been used in this application.
Pegasus No. I was drilled in an area with a rig shortage. In addition, costly importation rules and critical time constraints were in force. For these reasons, a rig with less-than-ideal solids-control equipment and mud-tank layout was used. Nevertheless, the Pegasus No.1 operation shows that PHPA muds can be run under less than ideal conditions. The only requirement is that PHP A muds be run with < 5 vol % low-gravity solids.
Fig. 7 shows the unconventional surface layout of solids-control equipment for the rig used to drill Pegasus No.1. The layout was dictated by the unusual flow path of the mud through the mud processing system. The mud exited through the flowline and over two shakers. From the sand trap, it was directed to the opposite end of the process tank through a trough. At this point, it was desanded and then desilted. Both the desander and desilter were down about 15% of the time. When downtime occurred, the desander and/or desilter would be bypassed until repairs could be made. The desilter underflow was sent to a centrifuge. The centrifuge was down about 20% of the time. The usable pits on the active side of the system consisted of one mixing pit, one slug pit, and one suction pit.


With a PHPA/saturated-salt mud weight of 10.4 Ibm/gal [1250 kg/m3], it was possible to run 120-mesh shaker screens. Because a PHPA/saturated-salt mud is an encapsulating system that reduces breakup and dispersion of drill cuttings in the annulus, this screen size took a considerable load off the downstream solids-control equipment.
With less-than-ideal solids-control equipment and tank layout, some dilution was required to maintain a low level of drill solids. Table 4 shows the dilution rate for the last 11 days of the 12IA-in. [31.1-cm] interval. Even with dilution, the mud cost for this interval was $22.43/ft [$68.37/m], which is an acceptable cost for this remote operation with high transportation costs.
| TABLE 4-PEGASUS NO.1 PHPA/SATURATED-SALT MUD DILUTION | ||
| Days From Spud | Dilution (bbl) | Daily Mud Report Comments |
| 38 | 70 | |
| 39 | 91 | |
| 40 | 66 | Centrifuge down 4 hours |
| 41 | 118 | |
| 42 | 56 | Dilute to control mud weight |
| 43 | 204 | Increase dilution to control mud weight |
| 44 | 170 | Dilute to control mud weight, centrifuge down |
| 45 | 40 | Dilute to control mud weight, centrifuge down |
| 46 | 240 | Increase dilution to control mud weight, centrifuge down |
| 47 | 215 | Dilute to control mud weight, centrifuge down |
| 48 | 130 | Centrifuge down |
| Average daily dilution, bbl | 127 | |
| Average total mud volume, bbl | 1875 | |
This successful application demonstrated the versatility of PHP A mud in exploration operations, even under less-than-ideal conditions. Since drilling the Pegasus well, PHPA muds have been used for offshore operations in western Australia.
Difficulties
The most persistent problem with this mud system has been insufficient PHPA in the mud to inhibit the shales and cuttings. Tests were devised to measure PHPA concentration in the mud. So far, these have not been run satisfactorily in the field on our international wells. Bentonite pellets were used to determine whether the mud was inhibited. In several cases, the mud inhibited swelling of the bentonite pellet but did not prevent hole enlargement. Post-analysis of one well showed that at the time hole enlargement occurred, the PHPA concentration measured by materials balance was 0.5lbm/bbl [1.4 kg/m3]. In other instances, bit hydraulics caused hole enlargement, especially in unconsolidated sands.
In the most effective way to control PHPA concentration is to ensure that sufficient product is added. Table 5 shows a spreadsheet developed to calculate the material balance on the mud system. Material balance is calculated daily and polymer additions are adjusted to ensure that 1.0 Ibmlbbl [2.9 kg/m3] active PHPA is maintained in the mud system at all times, plus an additional supplemental amount to account for PHP A loss and degradation. To calculate the material balance, it is necessary to measure the amount of water added to the mud. This is best done by premixing additions in a separate mud pit and then diluting the active circulating mud with this premixed mud. An alternative would be to meter the amount of water added to the mud system.


Material balance, a tool for the mud engineer, only indicates the concentration of products added, not the concentration of products in the system. PHPA is depleted in the mud by coating on the wellbore and on the solids ejected by the solids-control equipment. Also, PHP A becomes less effective at inhibition because the longer molecules are broken down through shearing action at the bit nozzles. Thus, the amount of PHPA in the system will be less than the concentration calculated by material balance. With experience in a given drilling area, we can define the additions required to ensure sufficient· PHP A concentration in the mud. As a rule of thumb, maintain a minimum of l.0Ibm/bbl [2.9 kg/m3] active PHPA as calculated by material balance at all times; plus, add 2 to 8lbm supplemental PHPA per barrel of formation drilled [5.7 to 22.8 kg/m3] to account for PHPA loss and degradation.
The additions of PHPA introduce freshly hydrated and dissolved long-chain molecules of PHP A, replenishing the longer molecules that have been shear-degraded or depleted by adsorption on solids. These longer chains appear to be key in the inhibition process.
The material-balance product-concentration calculation works fine as long as new volume additions are made regularly. When additions cease, the longer-chain PHPA’s in the system usually will continue to deplete and shear-degrade to a level less effective for shale inhibition.
Another concern with this mud system is that it is perceived as being solids-intolerant. This certainly will be the case if drill solids are allowed to build in the system until all PHP A is consumed. If no excess PHPA is available to encapsulate, then any new reactive solids that enter the system will disperse and start to form bridging flocculation structures, as illustrated in Fig. 3. This will result in very high viscosities. Adding new PHPA may reduce viscosity by steric stabilization if the problem of the solid is not out of hand. If too much solids surface is generated, adding new PHPA will only increase the viscosity further by bridging the flocculation of the solids in the system. The key is never to let PHP A deplete or allow low-gravity solids to exceed 5 vol %.
High viscosity in PHP A muds resulting from high concentrations of low-gravity solids has been discussed. Other situations in which mud viscosity could become excessive after adding PHP A include (1) adding PHPA to the mud too quickly, (2) adding premixed PHP A without shearing the premix first, and (3) adding PHP A to a system with a high mud weight or a high concentration of filtration control materials where free water has been depleted.
If PHPA is added directly into the active system (not the preferred method), it should be added in stages. If the PHPA concentration is increased from 0 to 1.0lbm/bbl [0 to 2.9 kg/m3], only 0.5lbm/bbl [1.4 kg/m3] PHPA should be added initially. The mud should be allowed to shear through the bit for several circulations before the other O.5lbmlbbl [1.4 kg/m3] is added. Adding PHPA in incremental amounts will ensure that temporary viscosity fluctuations do not become unmanageable.
We also recommend the use of a high-pressure polymer-shearing device downstream of the mixing hopper. We have had success with a commercially available polymer-shearing device that used counter-rotational fluid motion and fluid impingement to generate hydraulic shear energy. The mixture of new PHPA additive and mud entering the shear device is split into two streams. The streams are directed to collide with each other under pressure. Both liquid and dry PHPA can be sheared with this device. Field results indicate that the use of a polymer-shearing device allows 0.5 to 1.0lbm/bbl [1.4 to 2.9 kg/m3] PHPA to be mixed at a high rate in one circulation. This high-pressure shearing device also can be used on premixed PHPA mud to minimize temporary viscosity fluctuations by improving the mixing, hydration, and dissolution of the PHPA. Shearing devices must be selected carefully to promote dispersion and hydration of the PHP A powder without shear-degrading the longest PHPA chains as they dissolve.


We experienced one case in which PHPA added to a salt mud produced high permanent viscosity. In this case, the system had a mud weight of 15.6lbm/gal [1870 kg/m3], a chloride concentration of 125,000 mg/L, and a high concentration of filtration control additives. The system contained 2lbm/bbl [5.7 kg/m3] PAC, 41bm/bbl [11.4 kg/m3] VAVS copolymer, and 10lbm/bbl [28.5 kg/m3] modified lignin, to achieve the target HTHP fluid loss of 15 mLl30 min. The addition of 1.0 lbm/bbl [2.9 kg/m3] PHP A reduced the free water to the point that the mud viscosity was excessive. This same mud operating at 15.3lbm/gal [1830 kg/m3] exhibited a normal viscosity. In retrospect, PHPA should have been added in stages and allowed to circulate several times between each stage to avoid these excessive viscosities.
Currently, the maximum mud weight at which 1 lbm/bbl [2.9 kg/m3] PHPA can be used without viscosity problems is unknown. However, we have used 1lbm/bbl [2.9-kg/m3] PHPA concentration in NaCI and KCl muds in mud weights> 18 Ibm/gal [>2160 kg/m3] successfully. Interestingly, laboratory muds prepared with 1.01bmlbbl [2.9 kg/m3] PHPA at 18lbm/gal [2160 kg/m3] are much too viscous to pump.
A limitation of PHPA is the precipitation of the polymer in salts of high total hardness at saturated salinity. This condition is encountered in the Zechstein salt section of the North Sea and in the salt sections in the Gulf of Suez and on the west coast of Africa.
In North Sea applications, PHPA muds are being used offshore The Netherlands successfully and routinely. However, poor results were obtained in offshore Norway and U.K. applications because of formation reactions, inadequate mixing and solids-control equipment, and general inexperience with water-based muds. As the drilling-fluids industry in these sectors moves away from oil-based muds, skills in the use of water-based muds will develop, which will move the industry toward inhibitive polymer muds.
Systematic Approach
As illustrated in the case histories, there are various possible formulations for PHPA muds. We tried to approach formulation development systematically by gradually adding to the basic system to improve shale stability and caliper logs. The formulations and properties in Table 6 summarize this approach. Note that these formulations are examples; do not construe them as specific recommendations for any well. Formulation 1 illustrates the basic system. This formulation provides PHP A for shale stabilization or encapsulation, sufficient viscosity to ensure laminar flow, and a nominal amount of fluid-loss control. Formulation 1 is designed to be economical and relatively easy to maintain. This formulation can be used in fresh- or seawater muds and represents our basic formulation.


Formulation 2 is designed to be similar to the basic formulation, but the added HTHP fluid-loss control contributes to shale stabilization and enhances formation evaluation. This mud system would be used to drill exploratory wells with anticipated shale problems or directional production wells from a platform. Formulation 3 simply adds Gilsonite to Formulation 2 to provide added stabilization in fractured water-sensitive shales. 22.23 Gilsonite usage can cause a problem with surface solids-control equipment if not properly treated with coupling surfactant or if any diesel oil enters the mud system. Formulation 4 is a salt/PHPA mud. Field experience and laboratory tests have shown that the addition of NaCI provides some added inhibition to this mud system. The system can be run with or without Gilsonite. We have used both KCI and NaCI as inhibitive salts. We prefer NaCI systems because HTHP fluid-loss control can be obtained more readily than with KCI systems.
The success we experienced in Gabon, Australia, and elsewhere is attributed to the following key elements.
- We used a systematic approach to plan, formulate, and implement the PHP A mud systems. On the basis of this systematic approach, we generated a set of field-developed guidelines, which are presented in the next section.
- We monitored the concentration of PHPA polymer and other key products through material balance daily.
- We involved the mud service company in the planning process.
- We disseminated the guidelines to wellsite personnel at the pre spud meetings.
- We ensured that experienced drilling engineers were present at the well site.
The observed benefits of the PHPA mud system include (1) stable borehole conditions, (2) gauge or near-gauge hole, (3) improved evaluation from logs and cuttings, (4) improved well productivity, (5) better ROP with PDC bits, (6) better directional control on directional wells, (7) elimination or reduction of bit balling and swabbing, and (8) fewer incidents of differential sticking.
Guideline For Running PHPA Mud
The following guidelines for running PHP A muds are based on careful analysis of field operating experience.
- Ensure that the rig has adequate solids-control equipment. If the solids control equipment is inadequate, then massive dilution will be required to retain control of the solids. Maintain the low-gravity solids at < 5 vol %.
- Ensure that excess PHP A is in the system by maintaining at least 11bmlbbl [2.9 kg/m3] active PHPA in the mud system at all times, as determined by a material-balance calculation, and a supplemental amount of PHP A to account for its loss and degradation. (Liquid PHPA formulations are only 33% to 38% active PHPA.) On the basis of field experience, we found that the amount of supplemental PHPA varies between 2 to 8lbm supplemental PHPA per barrel of formation drilled [5.7 to 22.8 kg/m3]. For highly reactive shales, 8lbm/bbl [22.8 kg/m3] is necessary. For moderately reactive shale, use 5lbmlbbl [14 kg/m3]. Assume that the supplemental addition is used completely and does not account for it when calculating the PHPA concentration in the mud.
- Maintain 1.0lbm/bbl [2.9 kg/m3] PHPA in the mud system by mixing whole new mud in a separate pit and adding this premixed mud into the system. Product concentrations in the premixed mud can be adjusted if necessary to increase product concentration in the active system. Shear the premixed mud at high rates before adding it to the active system. The premix technique will minimize temporary viscosity fluctuations caused by the addition of the new products and also will facilitate the material-balance calculation. Add the supplemental PHP A directly to the active system while drilling.
- Use a shearing device when mixing the mud to eliminate viscosity hump problems. Alternatively, if the initial viscosity is too high when mixing new mud, mix only one-half of the required PHPA. The remaining polymer can be added to the system as soon as circulation commences.
- Do not drill cement with PHPA muds, unless the system will be replaced after drilling out, because PHPA muds are sensitive to high pH, especially in the presence of high calcium levels. If drilling cement with a PHPA system is unavoidable, pretreat the system with 0.251bmlbbl [0.7 kg/m3] sodium bicarbonate. If cement contamination occurs, dump any excessively contaminated mud and renew the PHP A concentration throughout the whole system. Any smell of ammonia is a positive indication that the pH is too high; when the pH is too high, it causes the polymer to hydrolyze and release ammonia.
- Maintain an adequate yield point in the mud. Yield points ranging from 15 to 25lbf/l00 ft2 [7 to 12 Pal are considered optimum; an initial gel of 2lbf/ 100ft 2 [1 Pa] is required to prevent settling of the weight material.
- Run the calcium-ion concentration in PHPA muds at 200 to 400 mg/L. Excessive hardness will precipitate the polymer. Trying to treat out the calcium completely could lead to self-induced carbonate contamination.
- Maintain the pH in the 8.5 to 9.5 range. The PHPA polymer is sensitive to higher pH, and the hydroxide ion acts as a dispersant to clays.
- Run PHP A muds at any salinity from freshwater to near saturation. They are particularly effective in seawater. For greater inhibition, NaCI at a chloride-ion concentration of 125,000 mg/L has been quite effective in many areas. In salt systems, pre-hydrate the PHP A in freshwater for maximum yield before adding it to the active system. High total hardness (> 3,000 mg/L) will precipitate the polymer.
- Use pre-hydrated Wyoming bentonite to achieve base viscosity and as a foundation for fluid-loss control, particularly HTHP fluid loss. We recommend the use of 8 to 121bm/bbl [23 to 34 kg/m3] Wyoming bentonite, depending on salinity, mud weight, and the required HTHP fluid-loss control.
- Use 0.251bm/bbl [0.7 kg/m3] xanthan gum if an insufficient yield value or initial gel strength is obtained from the initial mud formulation; xanthan gum will provide the necessary temporary viscosity until the final mix is attained.
- Add about 0.25 to 0.5 lbm/bbl [0.7 to 1.4 kg/m3] of polyacrylate de-flocculant to the premixed mud, when pre-hydrating bentonite or adding barite, to minimize viscosity fluctuations in the active system.
- Enhance the inhibitive quality of PHPA muds with 4 to 8 lbm/bbl [11 to 23 kg/m3] Gilsonite to seal shale micro-fractures. A coupling agent must be used. Caution: do not allow diesel to contaminate the mud.
- Reduce drill solids if viscosity increases are noted by increasing the use of solids-control equipment or by diluting and increasing the PHP A concentration in the active system.
- Control the HTHP at 250°F [l20°C] with PAC polymer at 1 to 21bmlbbl [2.9 to 5.7 kg/m3] and/or starch at 2 to 41bm/bbl [5.7 to 11.4 kg/m3]. To control HTHP at 300°F [l50°C], use such high-temperature fluid-loss-control polymers as V A VS copolymer and modified lignin to supplement the bentonite.
- Observe the drill cuttings across the shale shaker. If the cuttings stick together when squeezed, additional PHPA polymer may be required. Ideally, cuttings should have a glossy appearance and a slippery feel. Furthermore, bentonite pellets immersed in a mud sample or one of the analytical titration techniques may be used as a supplement to material-balance calculations.
- Observe the cuttings-size distribution at the shale shaker flow line. They should be coarse with a minimum amount of fine particles. If shaker blinding occurs with the PHPA mud in such circumstances, use a shearing device while pre-hydrating the PHPA or switch to the next-coarser screen size.
- Watch for tight hole resulting from gauge hole or drill cuttings adhering to the wellbore when drilling with PHPA muds. This phenomenon often occurs only in the newly drilled hole section and clears up after the first trip through the section. When this situation is encountered, either pull-through very slowly or break circulation to ream. When pulling through, watch the weight indicator to avoid pulling into a key seat; you should see a bleed down of overpull. With a top-drive-equipped rig, trip out in the circulate/rotate mode through the new hole section. If a tight hole across the same section persists on consecutive trips, investigate other causes.
- Use PHPA muds to stabilize wellbores, but be aware that unconsolidated sands and mechanically weak shales will still be susceptible to hydraulic and mechanical erosion. In such areas, maintain the proper yield value, use the lowest practical bit and annular hydraulics, and<monitor BHA effects and tripping practices.
