

The situations in the field are various, which is a challenge in both design and logistics for drilling mud treatment and management. After the core treating process such as solid-liquid separation, it is essential to combine some different operational modules to fulfill the rapid and full handling. The following section will briefly discuss the on-site and off-site treatment/management based on chemical separation according to previous experience.
On-Site Treatment and Management

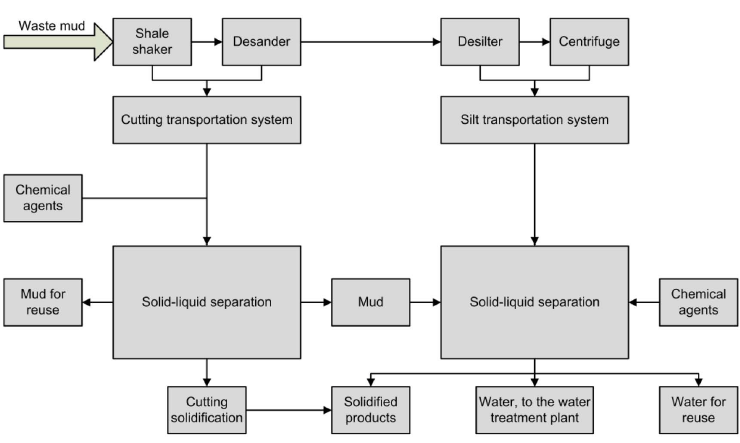
Fig. 1 depicts an on-site process, the core of which is solid-liquid separation, recently designed for oilfields. The core idea of on-site management is treating as fully and quickly as possible while drilling, in order to avoid the environmental damage from traditional waste mud pit (such as the leakage of ecotoxic materials in rainy days, and some other adverse effects caused by the long-term accumulation of waste mud). Also,
on-site process is capable of saving the gathering cost and storage area for waste mud. The spent mud goes through the shale shaker, desander, desilter and centrifuge. The solid particles are transported to the solid-liquid separation systems and treated chemically (the large particles and the small particles are treated separately). The products of separation may include:
- Treated cuttings, some of them have good strength, so they may be further solidified into some products (e.g., concrete). Other cuttings and minerals can be buried into landfills.
- Mud cake, mainly composed of clay minerals, can be used to make bricks, or buried;
- Treated water. Some relatively clear water is suitable for preparing drilling mud again, or injected into the formation for secondary oil production.
For the highly contaminated water, it must be pumped to water treatment plant for further disposal. This design successfully integrates different treatment system and recycles the resources. It also substantially reduces the amount of waste, which has been welcomed by oilfields. In addition, some other treating units, such as oil-water separation device, absorption column and ultra-filtration equipment can be directly linked to this main process conveniently.
Differing from many techniques based on separation equipment, the solid-liquid separation process based on chemicals while assisted by machines has enormous flexibility since the type and dosage of chemicals can be easily changed and adjusted. This is of great significance for on-site treatment and management because the well conditions and environment requirements encountered by “treating while drilling” are frequently varied and diversified. Therefore, the preliminary data and experimental results from the laboratory for specific oilfields will always help this type of design to a substantial degree. How to treat waste muds efficiently and rapidly with a high integrity of equipment is the crucial design target.
Off-Site Treatment and Management
Centralized treatment, namely, collects waste muds from different wells to a specific site to treat, has long been the most important handling method for onshore waste drilling mud in the last few decades with the consideration of the pressure of cost and equipment. Compared to the rapid treatment processes while drilling, centralized treatment is cheaper and simpler. It does not need high-tech devices while having the ability to treat a great quantity of wastes. In the past, the core processes for centralized treatment in China were mostly based on solidification and landfill. Fig. 2 gives a traditional centralized process commonly used in the 1990s.


The waste muds from different wells are gathered into a large waste mud pit and experience long-term settlement. The upper liquid is then transported to a water treating system to be treated with the conventional waste-water purification for reuse or disposal. The remaining sludge should be solidified with the help of cement, slag and curing agents and finally sold as reusable products or buried into landfills. The origin of taking settlement as the core process is the enormous amount and the composition complexity of waste muds. This process lacks efficiency, which can be demonstrated by the fact that the separated upper liquid usually equals only 1/3 of total mud volume, so the solidified products tend to have high water contents. In recent years, more attention is paying to “treating while drilling” techniques while some progress has also been made in centralized treatment.


Fig. 3 illustrates an improved centralized treatment process. This process has an additional solid-liquid separation system includes chemical treatment and mechanical separation (e.g., filter belt, centrifuge and orifice plate filter device, which can be used jointly) to further dewater from the primary sludge, which allows much more liquid to be separated. This improvement benefits not only recovery of usable liquid but also quality of solidification. Field experience has suggested that properly using this improved process can boost the overall dewater efficiency from previous 35% to over 65%. Again, the solid-liquid solidification technique displays its huge value in oilfield waste management.
Field Application
The techniques based on solid-liquid and mechanical separation has gained some remarkable achievements. In the eastern oilfield mentioned above, a “demonstration project” including several integrated processes and two recycling centers have been established. It has been running satisfactorily with an 8000 m3 per year of treating capability for over 6 years. As a result, quite a few similar and derived treating processes were built in the oilfield to implement the idea of “comprehensive control, full treatment and environmentally friendly operation” which was proposed by the Chinese government. For different field occasions, a large number of novel machines, devices, chemicals and design surrounding this type of technique are emerging. Particularly, horizontal spiral centrifuge has been widely used in this oilfield to match this technique, and exhibits excellent effectiveness. According to a report issued by the ministry of Science and Technology of China, this technique reduces 300-400 m3 waste fluid disposed from per 3000-in-depth well on average. It has also saved a considerable deal of field area (700 m2 per well) which must be taken to dig huge waste mud pits previously. It is estimated that the financial benefit brought by this demonstration project is around 30 million RMB per year. Because of its great success, this technique has also some applications in other oilfields. Another oilfield located in Western China has applied centralized treatment based on solid-liquid separation in decreasing the disposal. The report sent by the field shows that the quality of the processed waste water and leaching toxicity of solid wastes completely complies with the requirements of relevant environmental regulations. This successful experience further strengthened the Chinese operators’ confidence. It can be predicted that the treating techniques based on solid-liquid separation will achieve greater accomplishment.
Conclusions
Faced by severe challenges originated from increasingly restrictive environmental regulations for drilling waste disposal, Chinese oilfield operators are trying to improve treating processes to manage and control waste drilling muds more effectively and efficiently. This paper took two kinds of drilling muds sampled from the field as examples, studying the waste treatment based on solid-liquid separation process (depending mainly on the chemical method along with the assistance of the mechanical method). The corresponding design and field application were also introduced and discussed. Several conclusions can be drawn as follows:
- Diluting waste drilling mud prior to chemical treatment can enhance separation effectiveness.
- Reducing the pH of waste mud to neutral or slight acid state helps separation.
- Appropriate combination of inorganic and organic flocculants ensures the success of separation.
- There is significant effect of molecular weight of polymeric flocculant on separation effectiveness.
- Selecting mechanical devices and operating procedures properly benefits separation efficiency.
- Solid-liquid separation can perform as the core process of waste mud treatment, which has gained great success in some onshore oilfields China.
- The most attractive onsite treatment is “treating while drilling”. The conventional centralized treatment technique also experiences modification and improvement.
