

Centrifugal Cuttings Dryers
One of the international benchmarks for an efficient solids control and waste management system is to incorporate a Centrifugal Cuttings Dryer (VCD) into any environmental management strategy. The VCD (Vertical cuttings dryer) units typically consist of a high-speed vertical centrifuge that achieves maximum liquid solid separation in large volume processing.
The applicability of this technology to our operations was evaluated on the following basis:
- Oil on cuttings (OOC) – The percentage of OOC, when drilling with Synthetic Based Mud (SBM), must be below 15% before it can be disposed of in the landfill. It is possible to reduce the OOC to below 15% with rig centrifuges however CIL decided to set a benchmark for disposal as the level typically processed by VCDs(Vertical cuttings dryers). These dryers can reduce the OOC to less than 7% thus there is a direct improvement in terms of waste management between the requirement and the more aggressive CIL limits established for drilling operations.
- Oil recovery – The recovery of the immensely expensive base oil (which in the period under review attained levels of $200 per barrel) was a major factor as recovered base oil can be reused to make oil base mud. The real impact of recycling is to reduce base oil requirements and with it the requirements for base oil movement and consequentially the reduction of HSE risk during transportation. Figure 2 shows the process block diagram of the movement of cuttings from the shale shakers to haul off for a typical rig site installation. Cuttings flow off the shale shakers and are allowed to fall into a catch tank (Cuttings Corral) and are then transferred by a JCB and fed into the VCD (Vertical cuttings dryer) via a short cuttings conveyor. After processing by the VCD (Vertical cuttings dryer) the solids waste is placed into a second Cuttings Corral where they are held until transported from location to the landfill. The liquid waste stream (effluent) from the VCD (Vertical cuttings dryer) is sent to an effluent tank for further processing by a rig type decanter centrifuge. Once again the solids waste from the centrifuge is deposited in the same corral that is used to catch the solid waste from the VCD (Vertical cuttings dryer) unit and are held there until they are transported to the landfill. The effluent from the centrifuge is now transferred back to the drilling fluids circulating system or a reserve pit for use in building mud for further drilling volume. It is essential that the fluid from the VCD (Vertical cuttings dryer) is processed through the centrifuge prior to recycling as the solids content is too high for recycling immediately after processing by the VCD (Vertical cuttings dryer).
Drilling activity and distribution of VCD (Vertical cuttings dryer)units
Exploration and development wells were being drilled at the same time. At the height of drilling activity four development rigs and 5 exploration rigs were under operation. Seven Centrifugal Cuttings Dryer units (VCD) were contracted to process hazardous drilling waste solids (oil-based drill cuttings)
A general sequence of drilling operations is given in Figure 1. All wells utilized WBM for surface drilling due to the presence of fresh water aquifers and is followed by the use of SBM for the remaining sections. Therefore the drilling sequence after the drilling rig has moved and rigged up at a new location, is drill the top hole with WBM, case and cement, drill, case and cement the subsequent sections with SBM. This is the same for both development and exploration drilling.
However, even though the drilling operation sequence remains the same for both kinds of wells, two additional factors – (i) distance between wells and (ii) time taken to drill each well, needed to be taken into consideration when deciding how to distribute the seven VCD (Vertical cuttings dryer) units between the nine rigs. The distribution of VCD (Vertical cuttings dryer) units prior to the optimization exercise is given in Table 1, taking distance and drilling time into consideration. Each exploration rig had its own VCD (Vertical cuttings dryer) unit and the remaining two VCD (Vertical cuttings dryer) units were shared between the four development rigs.


The reason for this distribution is as follows:
- In development wells, the distance between rigs operating on different wells/ development fields was very short, enabling the theoretical allocation of 2 units among 4 rigs. The rigs which housed the VCD unit will be called the owner rigs and the rigs which were to truck cuttings to the owner rigs will be called the leaser rigs. It was envisioned that the cuttings from the leaser rigs will be trucked to the closest owner rig.
- In exploration wells, the distance between well sites was thought to be too large to truck cuttings from one rig to another, and hence each rig was allocated its own unit.
- Exploration wells were expected to have a higher utilization of the VCD (Vertical cuttings dryer) due to the extended SBM sections when compared to the development wells.
In summary it may be said that the pre-optimization distribution strategy was based on distance between the rig and the MPT Landfill, potential for non-productive time on the VCD and HSE concerns during the transportation of unprocessed cuttings.


Lessons learnt from the pre-optimization distribution strategy
As mentioned earlier one of the primary objectives of the implementation of VCDs (Vertical cuttings dryers) was to reduce the hazardous nature of cuttings disposed of in the landfill by reducing the OOC%. The strategy adopted for development rigs did not work as expected due to the very short time taken to drill development wells. The only time period during which a unit could process cuttings from a leaser rig is during steps 2 and 3 of the drilling sequence in Figure 1. Steps 4 and 5 are usually used to process cuttings generated from the owner rig. Step 1 is a major contributor to idle time for the units since there is no power provision during rig moves and the entire unit is rigged down for the move.


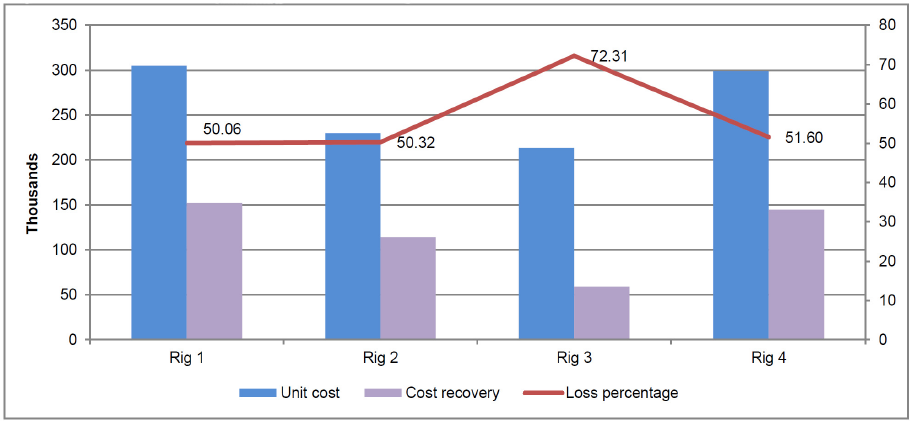
A detailed operational time analysis during the phases of each development well – rig move, drilling of water based mud section (top hole), tripping, casing running operations, cementing operations, logging, coring, showed that there was 55–60% idle time when recorded against total operation time for drilling an individual well. This directly translates into a wider gap between the day rate of the unit and the cost savings by recovery of base oil, a benchmark that was monitored to determine cost/benefit. Figure 2 indicates the difference between the costs associated with the VCD (Vertical cuttings dryer) units at the development rigs, and the recovered costs from recycling base oil.
Due to the inability to process all of the cuttings generated in the processing time, available hazardous solid waste from the leaser rigs was at times being taken directly to the landfill thereby increasing the average OOC% of waste deposited into the landfill. On exploration rigs, cuttings from all rigs were processed prior to disposal since each rig had its own unit. However, the non-productive time on these units was a matter of concern as they were idle during long rig moves.
Challenging the norm
Design considerations for the pre-optimization strategy included the prior information that it is not possible to process aged cuttings due to the potential for equipment plugging and that the percentage of base oil recovered would not be able to satisfy regulatory requirements. In order to attempt to reduce nonproductive time on these units, thereby narrowing the margin of financial loss between rental costs of the unit and cost recovery from recovered base oil, this baseline had to be challenged.

Method
In order to reduce the idle time on the units, research was carried out on the feasibility of using a common unit among several rigs, transporting cuttings directly to a centralized location for processing. Several options were explored and they all had one common factor that had to be satisfied – the cuttings had to be processable without a significant loss in recovery of base oil after being aged for a certain period that would be linked to the storage and transportation times. Furthermore, this is illustrated in a case when a unit is shared among several rigs, cuttings from one rig inevitably need to be stored and then transported to the processing rig and the time taken on storage and transport of cuttings will cause them to age. The discussion below covers two options, one of which was successfully implemented.
Option 1 Using a mobile VCD (Vertical Cuttings dryer) unit
Time utilization analysis of the VCD (Vertical cuttings dryer) units showed that the maximum non-productive time was during rig moves due to repeated rig down, movement of the unit and subsequent rig up after every well. The option of completely setting up a VCD (Vertical cuttings dryer) unit on a trailer and making it mobile would have countered the need to rig down and rig up. It was proposed that the mobile unit would travel to the rig site that is drilling the SBM section, process its cuttings and move on to the next well. If this were to be implemented in the
development fields, it was anticipated that the cuttings would not have aged significantly as the trailer would be able to reach the rig site within 24 hours of cuttings generation.
Cost optimization played a major role in this option as the VCD (Vertical cuttings dryer) units were not pre-fabricated to be mobile and would have required significant modifications to make them suitable for trailer mounting. As this also came at a time that the global oil price began to fall, there was additional pressure on cost containment.
Option 2 Centralized cuttings processing
To evaluate this option it was necessary to:
- assess the maximum time period for which the cuttings can be aged before becoming unprocessable – Aged Cuttings Analysis.
- decide on the best location for the placement of the unit with regards to distance from well sites and the consequent trucking costs, HSE considerations etc. – Processing Location
Aged Cuttings Analysis: Tests were conducted on aged cuttings in order to: (a) gauge the effect of time on the ability of the VCD (Vertical cuttings dryer) to process cuttings (b) quantify the recoverability of SBM as compared to that from freshly generated cuttings (c) effective recovery of base oil such that OOC% is reduced enough to satisfy environmental regulations prior to disposal in the landfill.
Three pilot tests were conducted to ensure that investigation into aged cutting process was thoroughly understood as it is of fundamental importance to the success of the proposed strategy. Cuttings were aged for 72, 48 and 24 hours to find the maximum allowable time period before either (i) the unit plugged up due to desiccation of the cuttings, or (ii) reduction in SBM recovery became financially unviable.
Table 2 demonstrates the comparison between the four aged batches of cuttings to show the processing speed and ultimate recoverability of base oil.


The results demonstrated that the recovery rate decreases, as expected, with time, and processing time increases with age for the same quantity of cuttings processed. Due to natural evaporation the OOC% decreased by about 1% for every 24 hours of aging. The OOC% after processing is effectively the same for cuttings aged 24, 48 and 72 hours. At 72 hours the equipment begins to get plugged off because the cuttings become sticky, and hence this was taken to be the limiting factor in determining the maximum allowable aging time after which successful processing comes with increased risk. To avoid costly delays due to unplugging equipment a time period of 48 hours was set as an optimum aging time for planning
purposes.
Processing Location: Distance and cost analysis for trucking was performed to ensure cost feasibility of the optimization exercise and to determine the quantity by which the fleet of trucks had to be increased. Centralizing a VCD (Vertical cuttings dryer) unit would require more trucks working to bring in cuttings from all over the field within the 48 hours’ time limit. Two main limitations were considered before deciding on the central location and the number of trucks required:
- distance from the central unit to various regions of the field;
- Safety requirement of not driving during night hours.


The VCD (cutting dryer unit) unit was finally located at the edge of the landfill pit at MPT. All necessary certifications and safety guidelines were taken care of to ensure that operations at MPT were not impacted. An adequate number of leak proof trucks were contracted to transport wet cuttings safely to the centralized location.
Conclusion
The centralization of VCD (cutting dryer unit) to process hazardous drill cuttings led to a reduction in processing costs without compromising environmental standards. A summary of the centralized cuttings dryer processing is shown in Table 4. The centralized dryer was set up and ready to process cuttings. The table also shows that as long as 3 rigs are drilling, the centralized unit could turn over a “profit” as well as maintain environmental regulatory requirements.


While analyzing the potential to centralize the VCD (Vertical cuttings dryer), it was determined that the optimum time for aged cuttings processing is 48 hrs after which risks of equipment failure and processing efficiency comes into question. Note that due to differing weather conditions elsewhere it would be necessary to repeat the aging analysis in the local region as this has a significant effect on cuttings drying up during storage and transportation.
Although the mobile unit was discarded as an option for the current project it is not discarded as a potential option for future projects. The design of the mobile unit was assessed and could be included as an option in any VCD (Vertical cuttings dryer) optimization strategy.
When planning for centralization four points are of critical importance – (i) storage and ageing; (ii) landfill location in association with the centralized processing unit; (iii) distance to transport the cuttings, and (iv) leak proof trucks to avoid spillage during transportation of wet cuttings.


