


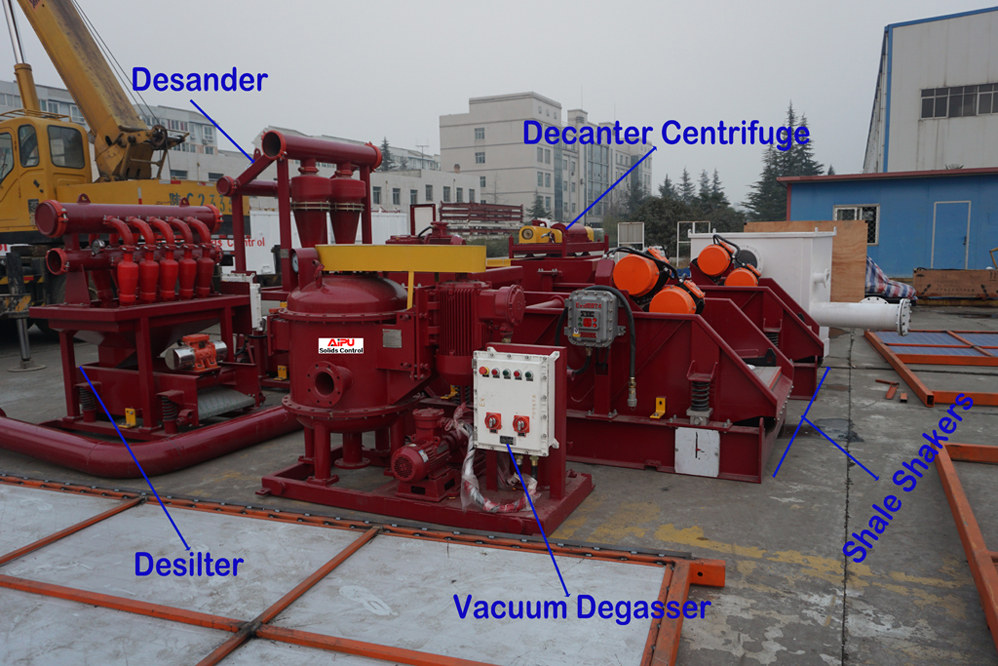
This video shows how these solids control equipment (shale shaker, desander, desilter, mud cleaner, centrifuge and pumps) works.



The shale shaker mechanically takes out the large cuttings from the mud. It does not however remove very fine cuttings and other small solid particles. These solids can be fine sand particles and other very fine materials often called silt. Good drilling practice requires removing these undesirable solids. If not removed, the solids can increase the weight of the mud more than required, reduce the bits penetration rate and significantly increase the rate of wear on circulating equipment. The rig uses mechanical solids removing equipment. Such as hydrocyclones and decanter centrifuges to remove the fine solids.
Sometimes the hole penetrates a formation that has small amounts of gas.

This gas gets into the mud becomes entrained in it and must be removed before the pump recirculates the mud back down hole. A degasser removes and trained gas from a mud. The shale shaker has rapidly shaker screens. The modern cuttings from the return line fall onto it. The shaker screens catch the larger cuttings. These cuttings fall into the reserve pit, the sea or other container for disposal.
The liquid mud goes into the sand trap, which is a special mud tank. Shale shakers look simple, in fact, though shaker manufacturers carefully designed them to make the screens vibrate in a very controlled way. Sometimes the crew sends mud through a vacuum degassing. The degasser removes gas from the mud. If the gas were not removed, it could make the mud too light, not dense enough. As a result the well could kick. Formation fluids can enter the wellbore and have to be controlled to prevent a blowout. Another problem, if the driller recirculates gas in cut mud. The gas could cause the mud pumps to gas lock. Gas Locked pumps. Pump gas and mud instead of just mud which is highly inefficient. So, to remove gas in slurry. Crew members use a degasser. In a vacuum degasser, mud with gas in it (drilling fluid / mud), enters at the top and spills out over several baffle plates. A spreader spreading out the mud presents a large surface area for the gas to break out. Also the vacuum pump creates a vacuum, pressure lower than the surrounding atmosphere inside the degasser. This vacuum makes it very easy for the gas to escape from the spread out mud. The removed gas leaves through a vent which sends the gas a safe distance away from the rig. The gas free mud falls to the bottom and goes back into the mud tanks downstream from the degasser.

A hydrocyclone system consists of several cones. Mud enters through a signed opening at the large end of each cone. It swirls around inside the cone. This centrifugal force or cyclone motion throws the larger particles to the side of the cone there. The particles move to the bottom of the cone and drop out clean mud goes out the outlet. At the top a desander has large cones it removes particles as small as about 40 microns. A micron is one millionth of a meter which is very small.A desilter has smaller cones than a descender. Desilter’s remove particles down to about 20 microns.
A mud cleaner has still smaller cones. It removes particles down to about seven microns. Since barite that desirable solid which gives weight to the mud is also about seven microns. Screens are included on mud cleaners to retrieve the barite. So it can be returned to the system. Inside the cone mud enters from the side and spirals down. This movement flings the solids to the side. the spiraling action creates a vortex in the center somewhat like a tornado. It is an area of lower pressure. So the vortex sucks the liquid mud up through the center and out through the top of the cone. Meanwhile the solid slide down the side and out the bottom of the cone. The smaller the cone, the smaller is the particle it can remove but more cones are needed to handle a given volume of mud.


A decanting centrifuge spins mud at high speed. This creates centrifugal force. Centrifugal force throws the particles to the side of the centrifuge where they are removed. Decanting centrifuge removes particles as small as 2 to 5 microns which includes barite. Sometimes crew members run a centrifuge at a specific speed to remove barite. So the rig can use it again on the next rig hole. Occasionally the rig owner runs 2 decanting centrifuges, the first removes the barite and the second the finer particles. Crew members then re-add the barite to the mud system.

Crew members mount agitators on one or more of the tanks. Mud agitators



The mud system normally has several centrifugal pumps. A centrifugal pump puts out relatively low pressure but it can move a large volume of mud. Crew members, therefore, use them in several ways. One job a centrifugal pump often does is supercharge the mud intake of the main mud pump. The small pump takes the mud from a suction tank, moves it through a line connected to the main pump suction line, and keeps the suction line full of mud at all times. If the system does not use a charging pump the force of gravity alone feeds the pump suction line. Sometimes gravity cannot keep the pumps intake completely full of mud. The pump Pistons suck in the mud so fast that gravity cannot keep the suction line full of mud. The crew also uses a centrifugal pump to mix some mud components.
A hopper (mud mixing hopper) is like a big funnel. Crew members put sacks of mud material into it. They do not however use the hopper to mix caustic soda. The hopper(mud mixing hopper) can blow dry caustic back into the face of the worker mixing it. In addition to being dangerous adding caustic through the hopper can flocculate the mud, cause it to clump up. A crew member opens the sack of material at the top of the hopper and feeds the material into the funnel. At the same time a jet of mud from a centrifugal pump goes through a nozzle at the bottom of the funnel.
This jet creates suction. The suction pulls the material into the mud stream and thoroughly mixes it.

