During the drilling of a relatively uniform 2000-foot shale section, an API 200 continuous screen cloth was mounted on a linear shale shaker. An 11.2-ppg, freshwater, gel/lignosulfonate drilling fluid was circulated at 750 gpm while drilling. A typical set of samples will be described here.
Large pieces of shale were removed from the shaker screen and excess drilling fluid washed from the surface with distilled water. The shale pieces were ground and dried in an oven at 250F overnight. The shale was placed in a 173.91-cc pycnometer and weighed. Water was added to the pycnometer and pressurized to about 350 psi. The increase in weight of the pycnometer indicated the volume of water added to fill the pycnometer. (Room and water temperature was 68F, so the density of water was about 1.0 g/cc.) Subtracting this volume of water from the known volume of the pycnometer calculates the volume of shale sample. Once the volume of the shale sample and the weight were known, the density could be calculated. The shale drilled in this well had a density of 2.47 g/cc.
After movement of solids across the shale shaker screen appeared to be relatively uniform for more than 10 minutes, all the shaker discard was collected in a bucket. In 16.21 seconds, 3720.7 g of discard was captured. The discard rate was 13,772 g/min. The discard had a density of 1.774 g/cc or 14.8 ppg. Calculation Procedure
A sample of the discard was placed in the pycnometer and weighed:
pycnometer+ sample weight = 869.68 g.
Since the pycnometer weighed 660.61 g dry and empty, the sample weight was 209.07 g.
The pycnometer with shaker discard sample was filled with distilled water, pressurized, and weighed:
pycnometer + sample +water =948.32 g.
The weight of water added was 948.32 g – 869.68 g=78.64 g. Volume of70°F. water added=78.64 g/0.998 g/cc.
Since the pycnometer volume was 173.91 cc, the sample volume was
173:91 cc -78:80 cc = 95:11 cc
The density of the sample was 209.07 g/95.11 cc=2.2 g/cc.
The objective of the shale shaker is to remove drilled solids, preferably without excessive quantities of drilling fluid. The fraction of the discard stream that is water, barite, and low-gravity solids can be determined by the preceding equations. These calculations indicate that the discard stream had 5.06 %vol barite, 38.38 %vol low-gravity solids, and 56.56 %vol water.
Calculation Procedure to Determine Low-Gravity Solids Discarded
The discard from the screen weighs 14.8 ppg and contains 43.44 %vol solids. We use the equation presented previously:
To determine the quantity of drilled solids discarded by the shale shaker, a sample of the discarded material was placed in a metal dish and dried in an oven overnight. The weight percentage of (wt%) dry solids was 68.11 and had a density of 2.78 g/cc.
The rate of dry solids discarded (RDSD) is calculated from the product of the wet discharge flow rate and the weight fraction of dry solids in the discharge (with the appropriate unit conversion factors):
Experimental and Calculation Procedure
A sample of discard was placed in a 40.10-g crucible and weighed:
crucible + sample weight = 114.94 g.
The wet sample weight was 74.84 g. Since the wet discard density was 1.77 g/cc, the wet sample had a volume of 74.84 g/1.77 g/cc=42.19 g/cc.
After heating overnight at 250°F, the crucible and sample weight were 91.08 g. The dry solids weight in the sample was 91.08 g- 40.10 g=50.98 g.
The wt% dry solids in the discard was the weight of dry solids divided by the wet-sample weight times 100, or
[50.98 g/74.84 g]× 100=68.12 wt%.
The volume of the dry sample was calculated by subtracting the volume of water lost from the volume of the wet sample:
The 42.19-cc wet sample lost 114.94 cc-91.08 cc=23.86 cc of water.
The volume of the dry sample was 42.19 cc-23.86 cc=18.33 cc.
The density of the dry solids was the weight of dry solids divided by the volume of dry solids, or 50.98 g/18.33 cc=2.78 g/cc.
Calculation of Barite Discarded by Shale Shaker
Assuming that all of the drilled and other low-gravity solids in the drilling fluid have a dried density of 2.47 g/cc and the barite has a density of 4.2 g/cc, the wt% barite in the dry sample may be calculated from the mass-balance equation:
Density of Dry Solids =Weight of Solids/Volume of Solids
or
Density of Dry Solids=[Weight of Barite+ Weight of Low Gravity Solids]/[Volume of Barite + Volume of Low Gravity Solids]
To determine the terms on the right side of the equation:
1. The volume of barite is the density (4.2 g/cc) divided by the weight of barite.
2. The volume of low-gravity solids is the total volume of dry solids minus the volume of barite.
3. The volume of low-gravity solids in 1 cc of solids equals 1 cc minus the volume of barite in 1 cc of solids.
Volume of low gravity solids in 1 cc of solids=1cc-[Wb/4.2 g/cc]
Weight of Low Gravity Solids in 1 cc of dry solids={1cc-[Wb/4.2 g/cc]}×(2.47 g/cc)
Density of Solids (D)={WB+ 2:47 g/cc[1 -WB/4.2 g/cc]×1 cc}/[Wb/4.2 g/cc]+{1-[Wb/4.2 g/cc]}
This equation may be reduced to the expression:
D = 0:4119WB + 2.47
or
Weight percent barite=D-2.47/0.4119
The discard density is 2.78 g/cc, so the wt% barite is 27.07. The weight of dry discard from the shaker screen is 1239 lb/hr. The quantity of barite discarded is (0.2707)(1239 lb/hr), or 377 lb/hr. The low-gravity-solids discard rate is 1239 lb/hr-377 lb/hr, or 862 lb/hr.
Calculation of Solids Discarded as Whole Drilling Fluid
A water-base drilling fluid contains 13% volume of solids in the liquid phase of the shale shaker discard, which could be associated with the whole drilling fluid.
The wt% dry solids discarded from the shaker screen is calculated to be 68.12; so 31.89% of the discard must be liquid. Assume that this liquid is composed of drilling fluid with the solids distribution of the drilling fluid in the pits. The liquid discard rate is (13,772 g/min)(0.3189), or 4391.9 g/min. This liquid should contain 13% volume of solids.
Since the drilling fluid contains 13% volume of solids, a 100 cc sample contains 87 cc of liquid. In this 100 cc sample, the water fraction wouldweigh 87 g. With an 11.2-ppg (1.343 g/cc) density drilling fluid, the 100 cc sample should weigh 134.3 g. Since the liquid weighs 87 g, the solids must weigh 47.3 g. Or, stated another way, the drilling fluid contains 47.3 g of solids for every 87 g of water. The total liquid discard rate is 4391.9 g/min. The solids discarded by the screen that are associated with the drilling fluid would be:
[47:3 g solids/87 g water][4391:9g/min]=2387.8g/min; or 315:6 lb/hr.
The wt% barite in the drilling fluid is 77.4 and the wt% low-gravity solids in the drilling fluid is 22.4. From the solids discarded from the screen associated with the whole drilling fluid, 244 lb/hr are barite and 71.2 lb/hr are low-gravity solids.
Previously, the dry solids discarded by the shaker screen were calculated to be 377 lb/hr barite and 861 lb/hr low-gravity solids. Subtracting the solids associated with the drilling fluid from the solids removed by the screen indicates the discarded solids in excess of those associated with the drilling fluid:
Barite:
377 lb/hr – 244 lb/hr = 133 lb/hr
Low-gravity solids:
861.0 lb/hr – 71.2 lb/hr = 789.8 lb/hr
This indicates that the API 200 screen is removing 133 lb/hr of barite and almost 800 lb/hr of drilled solids in addition to the quantity contained in the associated drilling fluid.
Note that the technique of using the concentration of barite in the discard does not allow an accurate measurement of the quantity of drilling fluid in the shaker discard. Some measurements even indicate that less barite is in the discard than is in the whole drilling fluid. Shaker screens can pass much of the small-size barite and remove it from the liquid before it is discarded by the shaker screen.
This procedure requires an oven, a pycnometer, and an electronic balance to weigh samples. A pycnometer can be made by removing the beam from a pressurized mud balance. Any type of balance may be used to determine weight; however, electronic balances are more convenient.
Determine the volume of the pycnometer:
1. Weigh the pycnometer (assembled).
2. Fill with distilled water.
3. Determine the water temperature.
4. Reassemble the pycnometer and pressurize it.
5. Dry the outside of the pycnometer completely.
6. Weigh the pycnometer filled with pressurized water.
7. Determine the density of water using a table of density/temperature of water. (See Appendix.)
8. Subtract the pycnometer weight from the weight of the pycnometer filled with water, to determine the weight of water in the pycnometer.
9. Divide the weight of water in the pycnometer by the density of water to determine the volume of the pycnometer.
Determine the density of drilled solids:
1. Select large pieces of drilled solids from the shale shaker and wash them with the liquid phase of the drilling fluid (water for water-base drilling fluid, oil for oil-base drilling fluid, and synthetics for synthetic drilling fluid.)
2. Grind the drilled solids and dry them in the oven or in a retort.2
3. Weigh the assembled, dry pycnometer.
4. Add dry drilled solids to the pycnometer and weigh.
5. Add water to the solids in the pycnometer, pressurize, and weigh.3
6. Determine the density of the NAFs using the procedure used to calibrate the pycnometer with water.
7. Determine the density of the water.
8. Subtract the weight of the dry pycnometer from the weight of the dry pycnometer containing the dry drilled solids. This is the weight of drilled solids.
9. Subtract the weight of the dry pycnometer containing the drilled solids from the weight of the water, drilled solids, and pycnometer. This is the weight of water added to the pycnometer.
10. From the temperature/density chart for water, determine the density of the water.
11. Divide the weight of the water (determined in step 9) by the density of the water. This is the volume of water added to the pycnometer.
12. Subtract the volume of the water added to the pycnometer (step 10) from the volume of the pycnometer. This is the volume of drilled solids contained in the pycnometer.
13. Divide the weight of the drilled solids (step 8) by the volume of the drilled solids (step 11). This is the density of the drilled solids.
14. Multiply the volume fraction of solids in the drilling fluid by 100 to obtain the %vol solids in the drilling fluid.
Working with drilling fluids can be hazardous. Some drilling-fluid products emit noxious or hazardous vapors that may reach levels that exceed the maximum recommended short-term or long-term safe exposure limits. Some shale and corrosion inhibitors and some oil-base mud emulsifiers tend to produce ammonia or other hazardous volatile amines, particularly in hot areas on a rig. Other products are flammable or combustible (flash point <140F), so that they too must be handled with caution. Thus, proper ventilation is vital in the mud pit areas and around the solids-control equipment.
Various mud products, brines, cleaning agents, solvents, and base oils commonly found on drill rigs are irritating or even hazardous to body tissues. Cuttings may be coated with these materials, too. Consequently, proper protective equipment should be worn for hands, body, and eyes when working around solids-control devices, even though the protective equipment may be inconvenient or uncomfortable.
Drilling Fluid Product Compatibility and Storage Guidelines
Mud products and test reagents can be particularly hazardous when stored improperly. As in any well-run chemistry laboratory, materials on the rig that are chemically incompatible should be stored apart from each other, and preferably in separate spill trays (secondary containment vessels). Some general storage guidelines are given in Table 2.3. Mud products and test reagents are classified into six hazard groups, in decreasing order of hazard risk (priority)—reactive/oxidizer, toxic, flammable, acids and bases, unknown, and nonhazardous—and each group should be segregated from the others. There should be very little or no material on the rig that falls into the reactive/oxidizer category. Acids and bases, though grouped together, should be placed in separate spill trays.
Table 2.3
Hazard Classification of Chemical Reagents and Mud Products
Chemical Segregation Guidelines
Safe storage practices require that materials be separated according to chemical compatibility and hazard class. The following hazard classes should be used for segregating the waste of decreasing hazard potential. Each hazard class of chemicals should be stored in a separate secondary containment labeled with the hazard class name. The containment vessels for hazard classes containing primarily solids (e.g., nonhazardous materials) should be placed above all others. Priority 3 materials should be isolated from the flammables cabinet. The secondary containment vessel for the oxidizer hazard classes should be made of metal and sit on a metal shelf.
Hazard Class
Definition
Example
Water/air
Materials that are potentially explosive, react violently, or generate toxic vapors when allowed to come in contact with air or water
Specific ‘‘listed’’ organic compounds that react vigorously with organic materials and/or reducing agents
Organic peroxides
Toxic materials, metals
Materials that contain specific ‘‘listed’’
water-soluble or volatile, nonoxidizing/
nonreacting metallic compounds that are regulated at levels below a few mg/L
Metals and water-soluble compounds of
arsenic, barium, beryllium, cadmium, chromium, copper, lead, mercury,thallium (e.g., chrome lignosulfonate(CLS) and materials contamined with CLS.
Toxic materials, organic reagents
Specific ‘‘listed’’ compounds whose concentrations in wastes are regulated at levels
of 0.1 to 200 mg/L
Phenol, biocides, cyanides, propargyl alcohol,
carbon disulfide
Flammable and combustible
liquids
Nonhalogenated, pourable, organic liquids
with flashpoint <140_F (classes I and II)
Acetone, xylene, toluene, methanol, most organic oils, oil-based mud, brine/oil mixtures, oily cuttings solvent wash,invert mud emulsifiers and wetting agents, some lubricants
Halogenated liquids
Halogenated organic liquids, whether flammable or not
Chloroform, methylene chloride
Acids, organic (liq)
Organic liquids with pH<2
Acetic, butyric, formic
Acids, inorganic mineral (liq) and some concentrated
brines
Inorganic liquids with pH<2, generally
acids and certain salts
Hydrochloric, hydrobromic, hydrofluoric,
dilute sulfuric, phosphoric, conc. brines
(low pH, e.g., bromides and iodides)
Bases, organic (liq)
Organic liquids with pH>12.5
Amines, hydrazines
Bases, inorganic (liq)
Inorganic liquids with pH>12.5
Ammonia, ammonium hydroxide, sodium
hydroxide, potassium hydroxide
Unclassified materials
(hazardous and
nonhazardous)
Calorimetric ampoules (ammonia and
phosphate); mercury thermometers; salt gel (attapulgite); chemical spill kits, corrosion inhibitors, field product samples, HTCE residuals, well-cleaning chemicals, some shale inhibitors, tar
Nonhazardous materials, salts,
clays, etc.
Miscellaneous materials that do not exhibit any of the hazards identified in categories 1–10, including nonoxidizing salts with 2<pH<12.5 (if in solution)
Most clays; nonflammable/noncombustible/nontoxic polymers (HEC, CMC,PAC); chrome-free lignosulfonates;most empty containers;chrome-free freshwater test fluids, filter cakes, filter media, retort solids residue; solid or aqueous chlorides, formates,carbonates,acetates, dilute bromides, and iodides
3.Waste Management and Disposal
The drilling-fluid program should address environmental issues concerned with the discharge of drilling fluid, products, and removed solids. Personnel managing the solids-separation equipment must be very familiar with this part of the drilling-fluid program and have a good
understanding of governmental regulations and operator requirements. Many drilling operations have strategies in place for drilling-fluid recovery and will have established some general guidelines for the disposal of materials classified as waste. However, situations can arise that present the engineer managing the solids-control equipment with the issue of whether to discard or recycle some types of waste and how to do it. If disposal costs are not a factor, then all waste can be disposed of and treated, if necessary, onsite or sent to a processor offsite. However, if it is possible to recycle some of the products to the mud system, it may prove economical to do so [Hollier et al]. Table 2.4 contains some general guidelines approved in the state of Texas for recycling and disposing of waste from a drilling operation. Definitions used in those guidelines for hazardous, class 1, class 2, and class 3 wastes are given below. Solid waste is classified as hazardous by the U.S. Environmental Protection Agency if it meets any of the following four conditions:
. The waste exhibits ignitability, corrosivity, reactivity, or toxicity.
. The waste is specifically listed as being hazardous in one of the four tables of 40 CFR 261: [Code of Federal Regulations]
Hazardous wastes from nonspecific sources (40 CFR 261.31)
Hazardous wastes from specific sources (40 CFR 261.32)
Acute hazardous wastes (40 CFR 261.33(e))
Toxic hazardous wastes (40 CFR 261.33(f)).
. The waste is a mixture of a listed hazardous waste and a nonhazardous waste.
. The waste has been declared to be hazardous by the generator.
3. Filtration
When the hydrostatic pressure of the drilling fluid is greater than the pore pressure, drilling fluid invades the formation (spurt loss). Suspended solids attempt to flow in with the liquid fraction, but very quickly particles of the appropriate size (generally one-sixth to one-third the size of pore throats at the well bore) bridge the pores and begin to build a filter cake. In time, finer and finer particles fill the interstices left by the bridging particles and ultimately form such a tight web that only liquid (filtrate) is able to penetrate. Once this filter cake is established, the flow rate of fluid into the formation is dictated by the permeability of the cake. When mud is not being circulated, filter cake grows undisturbed (static fluid loss) and the rate of filtration after the cake is established is proportional to the square root of time. When the mud is being circulated, the filter cake grows to the point at which the shear stress exerted by the mud balances the shear strength of the filter cake (dynamic fluid loss). Under this condition, the cake has a limiting thickness and the rate of filtration after the cake is established is proportional to time. Often, spurt loss is greater under dynamic conditions. Whether static or dynamic, the particles that invaded the formation during the spurt-loss phase may or may not ultimately help to form an internal filter cake, too.
The API Fluid Loss Test (30 min, ΔP=100 psi through No. 50 Whatman filter paper, ambient temperature) is the standard static filtration test used in the industry; however, because it uses very fine mesh paper as the filter medium, all of the bridging particles are stopped at the surface of the paper and the spurt-loss phase is not simulated properly. Usually this leads to gross underestimates of the spurt loss. A better static filtration test is the PPT, or permeability plugging test, which uses a 1/4-inch-thick ceramic disk of known permeability [API 13B1/API 13B2]. Dynamic filtration, such as in the Fann 90 test, uses a core made of the same ceramic material and simulates shearing of the filter cake by the fluid in the annulus.
For a given pressure and temperature, cake thickness is related to the filtration rate and is a function of the concentration of solids, PSD, and the amount of water retained in the cake. Filtration rate decreases with increasing concentration of solids, but cake thickness increases. Permeability, on the other hand, does not change. Permeability is almost entirely dependent on the proportion and properties of the colloidal fraction (<2 mm diameter). Permeability decreases with increasing fraction of colloids and is affected strongly by particle size and shape. A broad distribution of particle sizes is important to attain low permeability. Particles that are flat (e.g., bentonite) can pack very tightly, in contrast to spherical, granular, or needle-shaped particles. On the other hand, some organic macromolecules, such as hydrolyzed starch, are highly deformable and appear to fit well in the interstices of most filter cakes. Similarly, polyelectrolytes like CMC (carboxymethyl cellulose) and PAC (polyanionic cellulose) are large enough to be trapped in the pores of filter cakes. In NAFs, colloidal control of filter cake permeability is achieved with surfactants and water, as well as organophilic clays.
Flocculation causes particles to join together to form a loose, open network. When a drilling fluid is flocculated (e.g., through the addition of salts), the filter cake that it generates at the well bore contains some of that flocculated character, and the rate of filtration increases. Conversely, thinners (deflocculants) like lignosulfonates disperse clay flocs, thereby decreasing cake permeability.
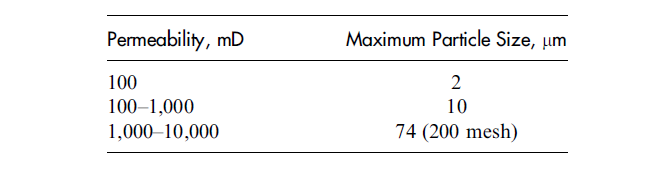
As important as it is to have a substantial colloidal fraction of solids with a broad PSD in the mud, it is equally important that it contain a substantial concentration of bridging particles with a broad PSD. Also critical is the maximum size of bridging particles. Particles about one-sixth to one-third the size of the maximum ‘‘pore throat’’ in a drilling interval suffice, but the fluid must maintain a significant concentration of those particles throughout the interval. The following can serve as a rough idea
of the required maximum bridging particle size [Glenn & Slusser]:
A drilling fluid containing particles of sizes ranging up to the requisite maximum should be able to effectively bridge the formation and form filter cake. Above 10 D or in fractures, larger particles are required, and most likely the amounts needed to minimize spurt loss will also increase with the size of the opening. Generally, with increasing concentration of bridging particles, bridging occurs faster and spurt loss declines. For consolidated rock with permeability in the range 100 to 1000 mD, only
1 lb/bbl of 10-mm particles is necessary to prevent mud spurt from invading farther than 1 inch into the rock. On unconsolidated sands of that same permeability, 5 to 30 times that amount may be required. Reservoir drilling fluids typically contain as much as 30 lb/bbl total of acid-soluble bridging materials (usually CaCO3), sized to provide a broad size distribution for all solids in the fluid.
For nonreservoir applications, enough particles of the required size range are usually present in most drilling fluids after cutting just a few feet of rock. However,extensive use of desanders and desilters when drilling unconsolidated sands may deplete these particles, and some bridging material may have to be added back. Likewise, when no drilling is involved (e.g., production repair jobs), bridging particles will need to be added to the fluid.
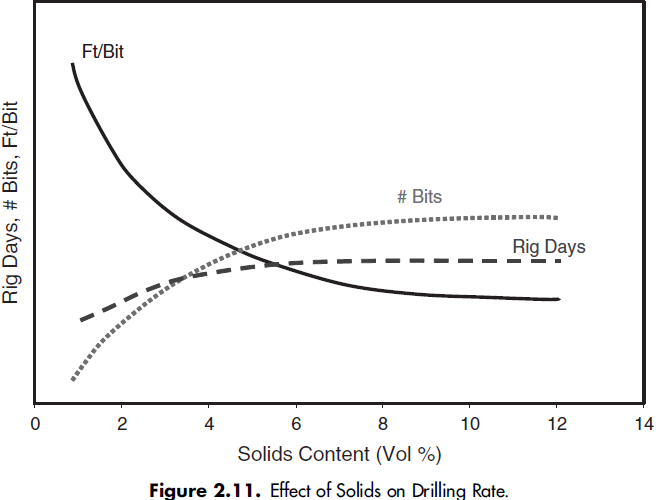
4.Rate of Penetration
With higher ROP, both rig time and cost of bits are greatly reduced, and the total drilling operation is less costly, as shown in Figure 2.11.
Drilling-fluid parameters that can affect ROP include:
. Density
. Solids content/solids control
. Filtration
. Rheological profile
. Coefficient of friction/lubricity
. Shale inhibition
Generally, any process that leaves only the desirable solids, lubricants, and rheology modifiers in a drilling fluid will enhance ROP.
Density
The most important mud property affecting ROP is density. ROP decreases as the pressure differential (well-bore pressure minus pore pressure) across the rock face increases. Accordingly, a drilling fluid should be as light as possible while still able to maintain well-bore stability. For a given fluid density, use of weighting materials with a high SG (e.g., hematite or ilmenite instead of barite) can increase ROP,because the volume of solids required to generate that fluid density is less and high-shear-rate viscosity is lower. If well-bore stability is not a factor, a gaseous fluid or one containing entrained gas should be considered first, followed by fluids containing hollow crush-proof beads, then oil or emulsion fluids, followed by invert-emulsion muds, freshwater muds, and brines. On the other hand, special equipment is required to drill with gases or gaseous fluids, and safety risks increase with increasing pore pressure of the formation (see Chapter 19 on Underbalanced Drilling). Solids Content
The relationship between solids content and drilling rate has been known for many years. Broadly speaking, a low concentration of solids leads to a high ROP, as shown in Figure 2.11. The effect is most pronounced with low-solids drilling fluids, such as clear brine fluids and low-solids nondispersed muds. PSD also affects ROP, indirectly. A wide distribution of particle sizes is required to achieve adequate filtration control, which is necessary for most drilling operations. However, if the concentration of noncolloidal drilled solids can be kept below 4% by weight, ROP can be maintained at a high level [Darley]. When these particles are at such a low concentration, they are not able to form an internal filter cake below the chip (cutting) between successive tooth or cutter strikes, that is, the spurt loss is high, and the pressure differential across the chip remains high (see the following section).
Colloidal solids, which fill the interstices of a filter cake formed by the noncolloidal particles, also reduce ROP, but in a different way. With increasing fraction or total concentration of colloidal solids, the external filter cake on a chip forms more quickly and is less permeable, again reducing the probability of being able to form an internal filter cake. The result is that ROP decreases as dynamic fluid loss decreases (more on this in the following section). For clear-brine polymer drilling fluids, very
high ROP is achievable only by removing essentially all of the drilled solids. If a clear brine is infused with enough fine solids to be opaque, ROP will decrease by more than 50%. Nevertheless, in hard rock formations, desanders/desilters or mud cleaners may be able to keep the brine clear, but it is unlikely in younger formations.
Both concentration and PSD of solids also affect the performance of solids-control equipment. For optimal removal of cuttings at the shakers, controlled drilling—limiting the ROP—may be necessary so as not to exceed the operating limits of the pumps and shakers. Filtration
Historically, the significant reduction in ROP observed during displacing of clear water with clay-based drilling fluid was attributed to chip hold-down pressure (CHDP) [Garnier & van Lingen]. As a tooth from a tricone bit creates a crack in a rock, a vacuum is created under the chip (cutting) unless enough liquid can rush in to fill this incipient crack. Better penetration of the fluid into this crack reduces the pressure drop holding the chip in place, thus facilitating its removal and enabling the
tooth to engage fresh rock. For a permeable formation, the fluid to fill the crack can come from within the formation; this is one of the reasons that sandstones generally drill faster than shales. A somewhat different scenario is postulated for PDC bits. Here the argument is that the differential pressure acting across the chip opposes its initial dislodgement.
In keeping with CHDP theory, several years of study indicate that ROP increases as density decreases and filtration control is relaxed, regardless of the type of bit. However, ROP does not appear to correlate with static fluid loss, such as is measured with the API Fluid Loss Test. On the other hand, ROP appears to correlate very well with dynamic fluid loss. These are tests designed to simulate downhole flow of fluid across the face of the filter cake, leading to continual erosion and production of a constant thickness cake. Thus, as dynamic fluid loss increases, so does ROP. It is essential in these tests to use core from the area to be drilled.
As might be expected on the basis of CHDP, if the rock being drilled has very low permeability (in the extreme case, shales with no microfractures), dynamic fluid loss measurements will show very low fluid loss, and consequently ROP will be lower than in permeable rock. Rheological
Fluids with low viscosity at high shear rates effectively overcome the chip hold-down effect and sweep the hole clean of drilled solids quickly, thereby minimizing regrinding. Often, though not necessarily, PV is also low; the relevant viscosity, however, is the viscosity under the bit, that is, the Fann Reading at high Fann Speed. Generally a formation drills faster the more shear-thinning and flatter the rheological profile of the mud. This again reinforces the advantages of a ‘‘clean’’ drilling fluid.
Lubricity
The ability to turn the drill string, log the well, and run casing in highly convoluted well bores is considered desirable. High lubricity (low coefficient of friction) of the drilling fluid, whether attained mechanically with the addition of glass or polystyrene beads or chemically with the addition of oils or surfactants, enables more accurate control of weighton-bit and drill string rotation, thereby enhancing ROP. Shale Inhibition
‘‘Balling’’ occurs when drilled cuttings are not removed from beneath the bit and they collect between the bit and the true hole bottom (bottom balling) or in the cutters or teeth of the drill bit (bit balling). This effect is most pronounced with hydratable shales (e.g., gumbo) in WBMs. Static and dynamic CHDP conspire with the hydrational and adhesive forces to make the cuttings very soft and sticky. This effect can be reduced by making the mud either more inhibitive or less inhibitive so as to reduce the hydrational and adhesive forces. More on this may be found in the following section.
5.Shale Inhibition Potential/Wetting Characteristics
Because the continuous phase in NAFs is nonaqueous, cuttings drilled with NAFs do not hydrate, and they are left oil wet and nearly intact. Invert-emulsion NAFs can actually increase cuttings’ hardness by osmotically removing water from the cuttings. WBMs, on the other hand, generally are not very efficient at removing water from the cuttings; indeed they may only slow hydration, so that cuttings will still tend to imbibe water, swell, soften, and even disperse. The same phenomenon occurs in the well bore, so that both well-bore stability and cuttings integrity suffer with increased residence time of the mud downhole.
Highly inhibitive WBMs, such as PHPA/glycol in a 20 to 25% solution of NaCl, can remove water from the cuttings, but the cuttings may actually get stickier, depending on how wet they were when generated. The Atterberg limits give a qualitative picture of the effect of removal or imbibition of water on plasticity, or stickiness, of cuttings [Bowles], which may promote bit balling (see Fig. 2.12). Shale-laden cuttings from young formations, such as gumbo-like argillaceous formations of the Gulf of Mexico, tend to be very wet and on the downslope right side of the Atterberg curve. Exposure to highly inhibitive WBMs may remove some, but not enough, water and cause the shale to travel left back up the curve to a more sticky condition. Cuttings generated using this kind of mud tend to be stickier than those generated with a less inhibitive mud [Friedheim et al.], so that blinding of shaker screens is a common occurrence. Replacing the fluid with NAF can remedy this problem, but treatment of the WBM with a drilling enhancer (or ROP enhancer) may be more economical. Although WBM treated with a drilling enhancer presents more risk than NAF, it can reduce bitballing tendency significantly, as well as blinding of screens and other solids-control problems. Most drilling enhancers possess the added virtue of imparting additional lubricity to the fluid and reducing abrasiveness of the cuttings.
6.Lubricity
A drilling-fluid coefficient of friction that is low (0.1 or less) is generally advantageous, inasmuch as it helps the cuttings to travel as discrete particles over shaker screens. Most mud lubricants will also tend to adsorb onto almost any surface, including the exposed surfaces of the solids-control equipment. A thin film or coating of mud lubricant on those surfaces can help to protect them from corrosion and mitigate adhesion of sticky solids.
7.Corrosivity
To minimize corrosion of steel tubulars and solids-control devices, control of the responsible agents is a necessity. NAFs effectively prevent corrosion because they are nonconductive and oil-wet the steel surfaces. WBMs, on the other hand, can contain dissolved materials that set up electrochemical cells that ultimately lead to loss of iron from the steel surfaces in contact with the drilling fluid [Bush]. Dissolved O2 forms rust and pits on the steel surface, and is best controlled by minimizing air
entrainment: use only submerged guns in the mud pits; rig all return lines from desanders, etc., to discharge below mud level; and minimize use of the hopper. Keeping the mud at a pH between 9 and 10—with Ca(OH)2 (lime), NaOH (caustic), or MgO—helps greatly to keep the rate of corrosion at an acceptable level. A higher pH is not recommended, particularly in high-temperature wells, because under those conditions the hydroxyl ion becomes very reactive toward clays and polymers. If too
much corrosion still occurs, O2 scavengers such as sodium sulfate (Na2SO3) and triazine can be very effective. Less common but also very effective are corrosion inhibitors, such as amines and amine salts, which produce an oily barrier to O2. The other two primary agents of corrosion are carbon dioxide (CO2) and hydrogen sulfide (H2S). Both of these form acids in aqueous drilling fluids. H2S in particular is a cause for concern because of its high toxicity and its ability to cause hydrogen stress cracking that can lead to fatigue failure of tubulars and solids-control equipment. Again, a high pH can serve as the front line of defense. For high levels of H2S, though, zinc carbonate, zinc chelate, powdered iron, or magnetite may also be necessary. A mixture recommended by the API for polymer-based WBMs to minimize both corrosion and degradation of polymers by O2, CO2, and H2S consists of MgO, Na2SO3 or triazine, and triethanolamine (to sequester iron and remove H2S/CO2) [API RP 13C].
It should be noted that dissolved CO2, O2, and salts can all accelerate stress cracking and failure of steel hardware, though the effect is most pronounced with H2S.
Finally, microbes can form corrosive agents, particularly H2S, via degradation of mud components in the drilling fluid like lignosulfonate or biopolymers. The most effective ways to control microbial corrosion are through use of clean make-up water and a biocide, such as glutaraldehyde or bleach.
8.Drilling-Fluid Stability and Maintenance
Maintaining the drilling fluid in good condition is essential not only for controlling the mud properties but also to ensure proper operation of solids-control equipment. Vigilance against the effects of contamination and elevated temperatures is particularly important. Invasion of foreign materials, such as water and oils, and thermal degradation of polymers can affect viscosity and filtration properties radically and compromise the performance of some solids-control equipment. Elevated temperatures can also destroy direct and invert-emulsion systems and can cause gelation in clay-based muds, either of which can negatively affect equipment performance. Keeping the mud properties within the design parameters is critical, which requires maintaining the concentrations of mud products and drilled solids at appropriate levels.