



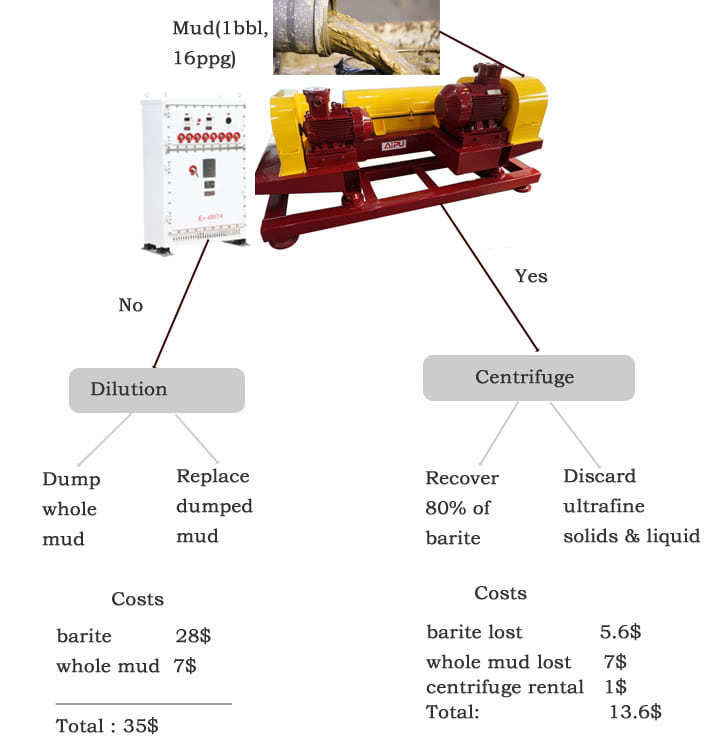
The decanting centrifuge is used in weighted mud applications to recover valuable weighting material from mud which must be discharged due to unacceptable colloidal solids content. The decanter centrifuge settles out barite and coarse drilled solids which are returned to the active mud system to maintain density. The relatively clean centrate containing liquid and colloidal solids is discarded. These colloidal solids cause many drilling fluid problems, such as high surge/swab pressures and ECDs, differential sticking, and high chemical costs. Usually, the value of the weighting agent in these mud systems makes it economic to recover the weighting agent from the whole mud before it is discarded. Fig. 1 gives an example of the economics of centrifuging weighted muds.

Ideally, the barite recovery process should remove only colloidal solids without losing the larger particle sizes used as weighting material. Discarding potentially reusable barite increases barite use and drilling fluid cost. Barite losses can be reduced when the centrifuge makes the maximum liquid/solids separation. As discussed in the previous section, this means operating the centrifuge at high G-force. Fig. 2 shows the effect of G-force on the amount of barite discarded in the centrate.


Decanting centrifuges are usually torque-limited in weighted muds due to the high solids content. Typically, torque is reduced by slowing bowl RPM. This reduces G-force and DRPM, resulting in less effective liquid/solids separation and the likelihood of increased torque from reduced solids conveyance.
Decanting Centrifuge Operating Guidelines, Barite Recovery Mode
- The following procedures are recommended to reduce torque when operating centrifuges in barite recovery mode to maximize liquid/solids separation:
- For a given flowrate, increase the pond depth until the recovered solids become “runny.” Buoyant force reduces the torque needed to convey solids out of the centrifuge. A shallow pond creates a long beach section. Once the solids exit the pool, the extra energy required to convey these solids results in higher torque.
- Process weighted mud continuously at a reduced feed rate rather than intermittently at higher feed rates. This reduces solids loads and results in less torque. It also increases residence time which will result in finer separation.
- At higher mud weights, use hydrocyclones to reduce the solids loading in the feed mud to the centrifuge. The cone underflow is returned to the active system. The overflow, containing fewer solids, is fed to the centrifuge. Since solids concentration is reduced, torque from conveying settled solids is reduced and permits higher G-force centrifuging.
- Provide sufficient centrifuge capacity to process 5-15% of the rig circulation rate. Centrifuge capacity is reduced in weighted mud; the 25% target recommended for unweighted mud is usually difficult to attain in weighted mud.
- Add as much dilution water as possible to the centrifuge feed to reduce the mud viscosity and improve centrifuge separation performance.
- Return the solids to a well-agitated compartment upstream of the suction and mixing tanks.
- Use a high weir between the barite return compartment and the next downstream compartment to keep the fluid level high. This will promote better mixing.
- Always wash out the centrifuge on shutdown.
- Routinely check the centrifuge performance by measuring the flow rate and solids composition of the cake and centrate.
Relevant Article:
