Foam in the hole is an emulsion of air or gas in water, but at the flowline a proper foam breaks to a mixture of droplets of water in an air stream. With proper foam breaking at the end of the flowline, there is a quickly separating mixture of gas or air with a small amount of water and a small skim of foam (Figure 1.). During use of a shale shaker, the screen will generally appear ‘‘wet’’ with a skim of foam. This is the result of the chemistry of the system, and while it appears wet with foam, the water volume is very small.


Disposable Foam Systems
Most foam drilling is done with disposable foam. No attempt is made to recycle the water or foaming agent. Foam systems are in the range of 50/1 to 250/1 air/liquid. The liquid volumes vary from 10% of the normal amount of liquid (required to give a 120 ft/min annular velocity with rotary tools) to about 70% of that amount of liquid when using downhole motors. The amount of liquid for disposal or treatment can be relatively modest.
When disposable foam systems are used, the returns are taken from the flowline into a separator and then to a steel pit. Alcohol defoamer may occasionally be injected by spray near the end of the flowline. The foam breaks in the separator and finishes the last skim breaking in the pit. The water is separated and can be clarified before disposal. Most foam-system liquids are environmentally neutral at the flow line (pH of about 7 and biodegradable). The contaminants are those picked up in the hole, the foaming agent, and traces of corrosion inhibitors. Cuttings are settled on the bottom and water flows, from the top, to another pit. This can vary from a very low tech dual pit system to a complex oil separator system using a shale shaker and remote disposal of gas.
Recyclable Foam Systems
When large water volumes are used with downhole motors in directional holes, a recycling system may be more economical than direct disposal. Recyclable foams reuse only the water and chemicals. The primary advantage to recycling is environmental; no pit to store the used foam and water is required. Recycling systems may be less expensive on long jobs than disposable systems because a long job amortizes the added cost of the separators and solids-control equipment. The foaming agent, other chemicals for shale control, and corrosion inhibitors must be partly replaced on each cycle. Replacement of chemicals and water is a minimum of 30% per cycle and may range above 50%.
Recyclable foam systems are usually de-foamed with alcohol. Alcohol evaporates when exposed to air as it passes over the shaker. Weatherford has used Trans-foam-TM, a system in which the foam is broken at the flowline by being acidized. The pH change breaks the foam down to a liquid and a gas. In either case, the de-foamed liquid, which may contain some oil, is then circulated to a separator system where the oil is skimmed from the water and pumped to a storage tank. The water is then circulated back to the pump. Foaming agents and corrosion inhibitors are injected into the water. The amount of additives required is determined by constant testing.
Foams at the flowline are about 98% gas and 2% water. If, as a result of incorrect treatment, the foam is not broken at the flowline, there will be a huge overflow volume to treat. When the formulation is correct, only a skim of foam will remain. With proper treatment, the residual foam, which has almost no mass, can be broken down to just some dampness with a small amount of alcohol.
Recyclable foam systems often use a closed and pressurized² separator to separate gas from the solids and liquids. The air, or gas, is sent to a flare or a free-water knockout. The oil and water are separated in the pressurized system, where the oil is skimmed and sent to a holding tank. The water and cuttings may be recycled through the separator to keep the cuttings in suspension until they are sent to the shale shaker. It is imperative that the solids be removed from recycled water because they act as a defoamer and tend to interfere with the development of proper recyclable foam.
Discarded solids are water wet and carry some small amount of residual foam. As a result, the shaker screen is always wet with a thin layer of foam, even though there is very little free-water carryover (Figure 2.). The solids load in the water is high and the cuttings are evenly divided between fines and coarse. (Some extreme cases have been reported in which the solids were 20% by volume of the water.) In foam drilling, minimum shaker screen opening sizes are difficult to specify because of the solids and liquid volume variation.


Shaker underflow also contains a heavy load of fine solids. The most common mode of removal is the centrifuge because of the low volume of water involved. Some use has been made of 2- or 4-inch hydrocyclones. They appear very attractive from a cost basis, but there are few data available on their use with foam systems (Figure 3.).


No major attempt has been made to save the water base of the foam after drilling is completed. The water contains very little valuable chemicals or liquids. The residual water will contain fines, have traces of foam or anti-corrosion chemicals, and be slightly alkaline. The water can be clarified with commercial flocculants before disposal.
Sample Collection While Drilling with Foam
During use of a disposable foam system, sample collection can be done with a vessel or pail at a nipple and valve in the flowline. If a separator is used, samples can be collected from the outflow of the separator or at the shale shaker.
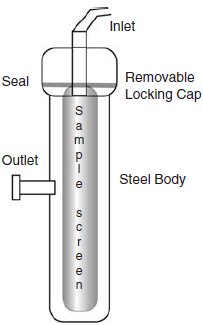
Cuttings samples from recyclable foam systems require a closed tank before the separator. This generally takes the form of two 10-gal tanks with discharge screens. A split of less than 5% from the bottom of the flow stream is sent to the tank. The cuttings are caught in the screen within the tank. The two tanks are used alternately (Figure 4.).