

Method for efficiently recycling water based drilling fluids has been developed. This recycling is conducted in a way beneficial both for the drilling fluid supplier and the operator. Contaminated fluid (slop) is brought back onshore for treatment and reusable fluids from the slop treatment are brought back into the drilling fluids.
The total fluid management system operates for offshore drilling. This includes the compensation format being beneficial both for the drilling fluid supplier and for the operator. Furthermore, the different actions taken to reuse water based drilling fluids, and how these actions generally reduce total drilling costs. the different systems implemented to minimize loss of drilling fluids and recycling of drilling waste streams. Also addressed are the challenges in establishing sound targets for optimum reuse depending on fluid systems, balancing economy and environment.
Offshore drilling operations involve drilling fluids to maintain well control and to transport cuttings out from the well. Traditionally, drilling fluid remnants and drill cuttings from these operations has been regarded as drilling wastes and treated accordingly. Historically, effort has been invested in exploring waste minimization opportunities. Fairly recently a new trend has appeared. This trend is the holistic approach to solving both the drilling and drilling waste problems. The essence of this philosophy is that one has to design input chemicals that are used for drilling purposes, bearing in mind that none of the chemicals should compromise a recycling solution. Prioritized waste minimization efforts are described by the famous 5R waste minimization hierarchy, where the top R’s; reduction at source, reuse and recycling of material are believed to produce rewarding returns. Some will argue that this is resource management as opposed to a risk based waste disposal decision strategy, as the ultimate goal of waste minimization is to avoid deposition of waste.
Re-use of oil based drilling fluids has been common for years. This re-use has been driven by the need to minimize the consumption of relatively costly fluids. Water based drilling fluids are less expensive and were therefore discharged to sea after finishing the drilling operation prior to the middle 1990s. In a field trial Statoil demonstrated the viable economical benefit, along with reduced discharges to the environment when water based drilling fluid was re-used as suggested bye Sørbye, and has later been practice for a lot of Norwegian North Sea operations.
Re-use of drilling fluids has been common for both water based and oil based drilling fluids during the last years. The challenge still to be solved is the handling of the drilling waste residues. Currently, it is not permitted to discharge oil wet cuttings on the seabed. This includes the discharge of cuttings from drilling operations with synthetic drilling fluids for most Norwegian operations. The primary focus of this article is therefore to outline methods for re-using drilling fluid and handling of offshore oil containing drilling waste on and offshore.
Historically, the relations between operators and drilling and well fluid suppliers were characterized by the operators being heavy consumer of chemicals while the suppliers made their profit by selling the chemicals. This was not a sustainable arrangement for all the operators and steps were taken to counteract this practice. Handling, treatment and disposal of drilling waste have always been cost driving. To counterbalance the non-sustainable purchase practice in drilling operations, the “Total Fluid Management” (TFM) contracts were developed. The TFM contracts have been reported to contribute significantly to reduced cost per meter drilled, increased drilling rate and reduced drilling waste generation. It is strongly maintained that the recycling driven planning is a beneficial and sustainable practice for a drilling operator, in line with the future requirement of sustainable drilling practice.
Total Fluid Management
A best available technique (BAT) for drilling waste disposal should be reflected by a systematic approach that outlines a technique that offers the highest protection of the environment as a whole. This can be obtained by combination of a waste minimization method (TFM includes cost management), risk assessment, and life cycle assessment. The BAT review of an offshore operation must incorporate fate and impacts of waste as discharge and of that alternatively shipped to shore.
The waste minimization hierarchy, as applied for several years in the Statoil TFM concept and as also described in the European IPPC Directive, is a powerful strategy to collect environmental benefits. The viable principle is to primarily investigate options that prevent waste generation (Fig. #1), next is to reduce waste, then reuse and recycle as much as possible, while the last and least preferred option is to deposit residues. In our review of waste issues we focus the most influential parts with reference to the overall environmental budget implication. Drilling fluid and following drilling waste account for the greater parts.


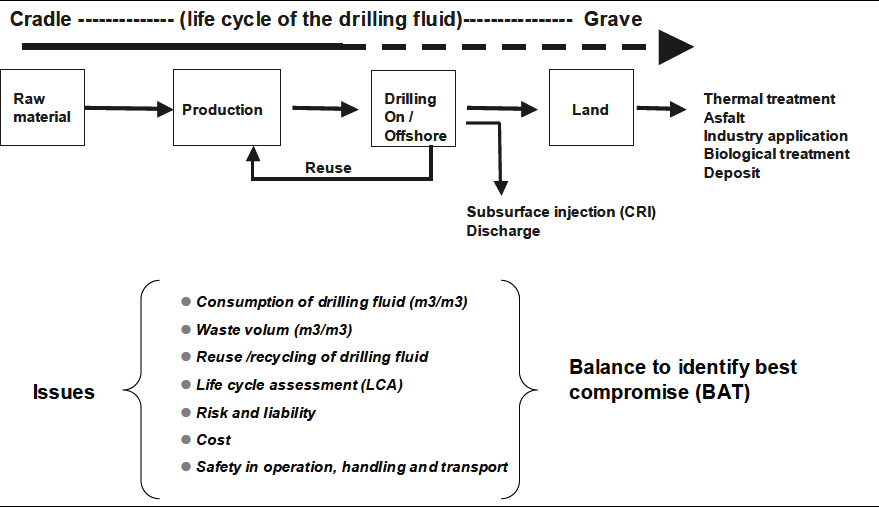
Waste minimization in drilling operations starts in the preplanning phase. In Statoil operated fields offshore Norway, typical evaluated issues are schematically outlined in Fig. #2. Use of life cycle assessment, LCA, in waste management decision-making is an attractive strategy, albeit laborious. Worth recognizing is the importance that transport distance and waste handling technology and practice have in this setting. Risks associated with loading /offloading, crane lifts, accidental spills and interfaces with human exposure must be taken seriously. Statoil pursues to encompass all these issues in a BAT evaluation of drilling waste disposal techniques, recognizing that the generation of drilling waste is associated with a chain of decisions (Fig. #2).

Incentives for reuse of drilling fluids
The drilling fluid contracts introduced by Statoil in late 1999 incorporated many Total Fluid Management elements. The drilling fluid suppliers are compensated a fixed price for specified drilling fluid volumes independent of additional chemical content. In principle there is no applicable profit to be gained from this sales for the drilling fluid supplier. To make sure the drilling fluid has the correct properties, the supplier is awarded for good drilling progress that deliver in compliance with, or better than drilling plans. Finally, left over material from the well is sold back to the supplier for a reduced price. The used drilling fluid volume can be re-sold to the operator for full price. Optimum profit for the supplier is achieved by effective drilling performance using as much used drilling fluid as possible while still obtaining proper drilling progress.
Using this type of compensation format will normally require a substantial turnover volume. A large contract portfolio will allow the contractor to exploit the possibilities for cost savings and waste minimization. The contractor can also utilize used fluid volumes through other contracts that he might have.
In the case described in this paper the operations was spread out over a long coast where some of the bases served operations with relatively low activity and movement of fluids in between bases was difficult. A relatively high level of reuse was still possible as long as the number of drilling fluid systems in use was manageable.
The incentive to reuse goes beyond reuse of what’s “left over”. Because reuse of fluids gave better profit for the supplier and reduced cost for the operator, both parties made every effort as to conserve fluid for later reuse. This means reduced consumption by close watch on solids control equipment, optimum use of screens, no excessive fluid over shakers, no spills, and good planning of tank utilization and logistics. It was evident from the follow up and reporting that this indeed took place.
The drilling and completion fluid contracts also contained options for allowing the fluid supplier to treat drilling slop (discarded drilling fluids, displacement fluids and various interfaces etc.). The opportunity to reuse and recycle from these fluids can be significant. The key challenge is to have focus on primary reuse (less consumption) and not making business on treatment and reuse or recycling further downstream.
This contract option was used the first 3 years, but due to introduction of a new waste-handling contract covering all fields, discarded fluids from drilling and well operations are now being handled by a separate contract. The “waste “contract includes handling fluids resulting from tank cleaning in supply vessels used to transport drilling and completion fluids.
This “waste” contract also has built in incentives for waste minimization and follows the 5R hierarchy. For instance by giving the contractor a total responsibility for the tank cleaning job based on a lump sum depending on what has been on the tank and calculated from the size of the tank to be cleaned. The responsibility then includes all waste handling, but also allows him to recover and potentially reuse all valuable dead volume left in the tank prior to cleaning is started.


Reduction of consumption and waste
Apart form a trial period that concluded that reuse of water based drilling fluids was viable, Statoil did not practice reuse before 1999. Exception being, of course, what was kept at, and reused, at the rig itself, from one section to the other and from well to well.
The change brought forward by the new contracts in 1999 had far reaching consequences. Large volumes of used water based drilling fluid would now have to bee shipped to shore for intermediate storage. Base facilities and tank storage capacity onshore had to be upgraded, and in order to take full advantage of the new resource the supplier needed to arrange some inter base transport (shipping). The Drilling fluids contractor provides independent inter base transfers with charted vessels, and place an important role in optimizing reuse of drilling fluids. The drilling fluid contractor formed a more advanced base facility structure to meet logistical requirements and to ensure an efficient recovery and recycling process for previously discarded fluids (slop), the EnviroCentre™.
Quality control and tracking routines needed to be implemented. Reuse of water based drilling fluid in between different fields meant that differences in discharge permits had to be closely observed as to not let a fluid be reused on a rig that did not have discharge permits for all the chemicals in the particular fluid.
Fluids discarded on the rig by the supplier, and shipped to shore fore possible reclamation, had to be described in sufficient detail to allow safe and optimum handling and treatment. This is a challenge if many different contractors, sometimes competitors are involved. Even if it is the same company supplying the fluid service on the rig, that is also treating the fluids onshore, the communication can be difficult. This is due to the fact that it normally is the rig contractor who declares and specifies all waste sent to shore. The long communication chain from fluid supplier on the rig, rig contractor, vessel, onshore base personal, treatment company, and on to the eventual deposition site can be a frustrating one. Add to this the requirement to report both to the operator, suppliers and authorities, and confusion can easily occur. This is not made any easier by lack of standard terminology conventions. What is slop? When trying to reuse or recycle slop from drilling and well operations it is essential that this type of slop is not mixed with engine slop (oil). Fluid sent to shore as “drilling fluid for reuse” can be fluid within specification and intended for the drilling fluid supplier for temporary storage, or it could be discarded drilling fluid that needs heavy processing. When unloading at the base mistakes are made as to whom the fluid should be forwarded to.
Occasionally it can be difficult to clean the fluid sufficiently at the rig, due to lack of time, space or adequate equipment, and therefore the need to continue this process onshore arises. This may lead into conflict with regulations, especially if we are talking about hazardous waste, as this normally will have to be declared and reported as such when leaving the rig. Performing a treatment, that will allow a certain amount of reuse at the rig, will result in less produced waste reported to authorities, than doing exactly the same at the base location. Recognizing when a product turns into a waste, in legal terms, can be crucial. Often permits are needed before a company is allowed to handle hazardous and even ordinary waste, thus limiting the number of available contractors. This may prevent you from using the company that most likely will have the best knowledge and opportunity to obtain reuse – the fluid supplier. However, this is changing as the fluid suppliers realize the situation and adapt to it.
Goals were established and a comprehensive reporting system was introduced in order to ensure that control was maintained. The goals were established both for the contract as a whole and for the individual drilling groups. The reporting was based on a volume balance of each drilling fluid system in use, as opposed to an account of chemical products used. This allowed a better follow up in terms of drilling fluid engineering terms and for the utilization of fluid volumes. Allowing calculations of loss, discharge or use of fluid per section size or per meter drilled or m3 hole excavated. Comparison of performance of solids control equipment, drilling fluid systems, and drilling practice was thus to some extent possible. The reporting was initially from suppliers directly to the main office that reported back to the various licenses. Now all this is handled by the daily drilling reporting system used by all operations. Suppliers have direct access for entering data on a daily basis and soon reports can be automatically be generated on a well, rig, license or corporate level. Result from treatment onshore is reported monthly.
Results
With the new type of contracts more than 300 sections, totaling about 240000m, were drilled and 85 non drilling operations utilizing water based drilling fluid was performed.
The reuse of water based increased significantly after day one of the new contracts and thereafter steadily increased as experience and understanding of the principles was gained both within Statoil and the suppliers.
The effect from the initiative with dedicated treatment sites for slop has been a significant reduction in previously recorded volumes of waste.
As a consequence of the increased reuse in this 3 year period 38.022 m3 WBM was not discharged to sea. This in effect is reduced consumption and was verified by the fact that chemical consumption was reduced by more than 30 % compared to old contracts. A total of 44382m3 bulk WBM was transported to rigs offshore replacing estimated 2800mt deck load. The number of crane lifts was thus reduced with 6000-7000. At the same time performance as measured by meters drilled per day improved (m/d) whilst cost of fluid and related services was reduced. Drilling performance was not compromised in any way.
Summary
A high degree of reuse of water based drilling fluid is possible without detrimental effect to the technical aspects of the fluid itself or to the drilling operation.
Statoil was ranked as the best among 18 operators in Europe with respect to efficient drilling operations in 2002. Rushmore Associates, who placed Statoil as best or among the best in al categories, made the ranking. The ranking is based on 280 wells drilled offshore in 20002 in Europe. Statoil drilled 60 of these wells and was the biggest contributor.
The fact that reusing water based drilling fluid in this
manner can be achieved with:
- Reduced cost for the operator
- Maintained drilling efficiency
- Maintained profit for the drilling fluid supplier
- Reduced risk
- Reduced chemical consumption
- Reduced discharges
must be a real win-win-win situation.


