


Drilling mud agitators are used extensively for drilling-fluid surface tanks. Regardless of manufacturer, Mud agitators have similar components namely: a drive motor, a geared reducer (also called a gearbox), a gearbox output shaft, and impeller(s).
The objective of a properly designed mechanical agitation system is the uniform suspension of all solids, appropriate application of shear, homogeneous fluid properties throughout the system, and economical application of applied power.
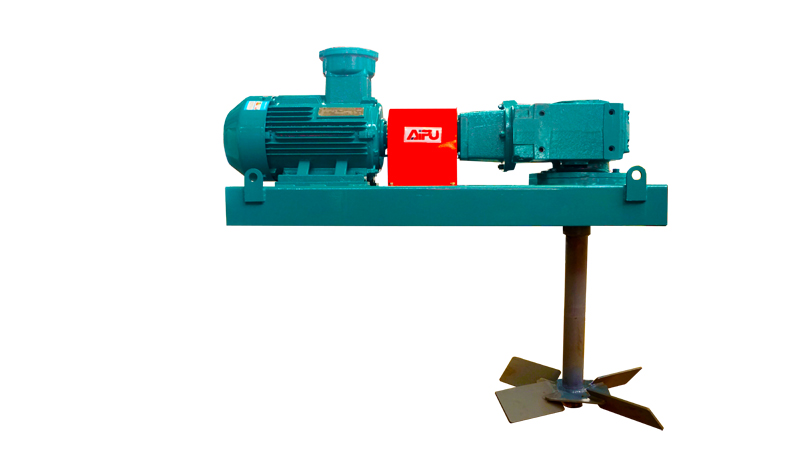
Motor of Agitator
Most mechanical mud agitators are driven by electric motors. These motors must be rated for explosion-proof duty (to ensure that motor, starters, and wiring meet specifications for local codes and operating criteria) and may be mounted horizontally or vertically agitator (Figure 1 shows a horizontally mounted unit, while Figure 2 shows a vertically mounted one).
Motors may be coupled to or direct-face mounted to a gear reducer that in turn drives the impeller shaft. Impellers are mounted on the shaft at a specified distance off the tank bottom to achieve desired results. (Normally 18 – 30 cm.)
Mud Agitator Impellers
Impellers (sometimes called turbines) convert mechanical power into fluid movement, much like the impeller of a centrifugal pump. Considerable study has been devoted to proper impeller design and placement. Every impeller transmits power to the fluid in two ways:
1. pumping ability
2. shearing ability.
Impeller design will promote one of these components by sacrificing the effectiveness of the other.
Shear Rate of agitator’s impeller
The amount of fluid that is moved by an impeller is its pumping capacity or displacement capacity, and most manufacturers have undergone extensive testing to determine flow characteristics and capacities for the type and size of the impeller.
Less predictable is the shear rate. The shear rate should be thought of as the velocity gradient of fluid with distance. The shear rate can be measured at a point some distance from the impeller blade tips, and maximum and average values calculated.
Shear stress is the product of shear rate multiplied by the viscous properties of the fluid. With Newtonian fluids in laminar flow, shear stress and shear rate are nearly synonymous. However, most drilling fluids are non-Newtonian, and therefore predictability of laboratory or paper models is less relevant to real-world applications.
How To Design A Proper Agitator’s Impeller
When discussing agitation needs, shear rate depends on many variables, including impeller design, tip speed, distance to compartment walls, baffling, particulate concentration, particle size distribution, fluid density, plastic viscosity, gel strength, and yield point, among others.
Laboratory modeling suggests that proper mixing of drilling-fluid components is achieved by the eddy currents present in the turbulent areas created by the fluid flow and associated fluid boundaries within a compartment. Therefore, most manufacturers have a track record of knowing which impeller is suitable for specific conditions.


Impeller configuration will depend on the type of duty and tank geometry. The resultant flow of an impeller design may be categorized as predominantly radial or axial. This describes the type of flow produced within the compartment. Impellers may have as few as two blades, but in oilfield drilling-fluid applications are usually supplied with four or more blades.
The material of mud agitator’s impeller
The blades are usually carbon steel but can be stainless steel when merited by economics and fluid properties. The blades may be flat (Figure 3); canted (Figure 4); or swept-face, also known as contoured (Figure 5). Blades may be welded to a central disk (Figure 6) or bolted to a patterned plate that in turn is mounted to a disk or coupling (Figure 7).












Radial Flow Impellers
Type of impeller motion
Radial-type impellers
Radial flow results when the impeller blades are vertically mounted, that is, are in line with the agitator shaft (Figure 8).


In radial flow, the impellers move fluid in a predominantly horizontal, circular pattern within the compartment. Ideally, the fluid will then travel upward once it contacts the tank wall and maintains uniform suspension throughout the compartment.
When used alone, radial-type impellers should be placed near the bottom of the tank, typically less than 12 inches (about 30 cm). For uniform agitation at both the top and the bottom of the compartment, tank depth must be limited to about 6 feet (1.83 m). When mounted higher in the tank, radial flow impellers can generate two zones of fluid movement; one above and one below the impeller.
The upper and lower zones share a boundary with one another and therefore exhibit varying degrees of effectiveness. This scenario should be avoided and highlights the need for proper impeller placement on the shaft.
Axial Flow Impellers
Impeller blades that are pitched at some angle toward the tank bottom, typically 45–60 from vertical (see Figure 4), induce a predominant axial fluid movement. The spinning motion of the blade also promotes some degree of radial flow as well.
Axial flow impellers draw fluid from the compartment top along the axis of the impeller shaft and push, or ‘‘pump,’’ the fluid down to the bottom (Figure 9), then along the bottom to the sidewall, which forces the fluid upward and to the surface, where it completes the journey and begins again. When used alone, these impellers should be placed within two thirds to three-quarters of the impeller diameter off the bottom. Fluid also travels in a radial pattern within the compartment, due to the spinning of the impeller.
The combination of both radial and axial motion induces more thorough mixing in most instances. Tanks deeper than 6 feet (1.83 m) will require some type of axial flow impeller and may require more than one impeller per shaft.


Most axial flow impellers have a constant blade angle (Figure 4). This produces more flow at the blade tip and less toward the hub. These types of impellers pump less but induce more shearing force.
Contour Impellers
Impellers manufactured with variable pitch (see Figure 5), called contour or swept-face impellers, promote both radial and axial flow patterns to a greater or lesser degree. The inclination and pitch of the impeller determine whether it will induce more or less of one component.
These impellers typically impart less shear force to the fluid than traditional single-plane blades, therefore compartment usage must be known in order to ensure the correct degree of shear. These impellers are designed more closely comparable to airplane propellers or ships’ screws.
The gearbox of mud agitator
There are many types of gear reduction suitable for use with mechanical agitators. Most units fall into two categories: worm/roller type or helical/ bevel type.
There is no direct evidence that one type is superior to the other, although most experts agree that helical/bevel requires less horsepower, and it is therefore offered for larger applications over worm/roller.
Worm/roller types are usually offered in a right-angle drive with a single reduction in speed. Helical/bevel gearboxes may be either right-angle or parallel drive, that is, the motor shaft is parallel to or in line with the impeller shaft. They may have single, double, or triple gearing reductions. Both types work well and have advantages when it comes to maintenance and economy of operation (the particulars of a discussion of which are too lengthy for the body of this document).
However, as with all mechanical equipment, routine scheduled maintenance and adherence to manufacturers’ recommendations will prolong equipment life. Keeping a thorough record of maintenance is also advisable. The highest-wear parts on most gearboxes are the bearings and seals. Routine inspection for leaks will indicate the need to replace seals. Excess noises and elevated temperatures are indications that bearings need replacement. Prompt repair or replacement of these components will reduce more costly repairs to the gearbox.
Shafts of mud agitators
Two types of shafts are commonly used: solid shafts (see Figure 10.6) and hollow shafts (see Figure 7). Either may be supplied in a variety of materials, with carbon steel being the most popular.
Solid shafts of mild carbon steel are generally cut to the desired length and joined to the gearbox output shaft, usually with a rigid coupling. A machined key slot at the bottom provides a range of adjustment for proper impeller height installation. A bottom end stabilizer should be installed when tank depths exceed 6 feet (1.83 m).
Hollow steel shafts are especially suited for deep tanks. They may be supplied in flanged sections and bolted together, making installations possible where overhead height is limited. Most hollow shafts use contour (swept-face) impellers that are bolted in place (see Figure 7).
Hollow shafts deflect less than solid steel shafts of the same cross-section modulus; that is, for the same mass of material, they resist bending due to their larger overall diameter. Therefore, they are stiffer than solid shafts of equal or less weight. This equates to longer allowable shaft lengths. When shaft lengths are equal, the reduced weight reduces loads transmitted to the output bearing. Critical speed (vibration caused by shaft flexing under loads at startup) is also less of a concern with hollow shafts.


