The primary purpose of a shale shaker is to remove as many drilled solids as possible without removing excessive amounts of drilling fluid. These dual objectives require that cuttings (or drilled solids) convey off the screen while simultaneously most of the drilling fluid is separated and removed from the cuttings. Frequently, the only stated objective of a shale shaker is to remove the maximum quantity of drilled solids. Stopping a shale shaker is the simplest way to remove the largest quantity of drilled solids. Of course, this will also remove most of the drilling fluid. When disregarding the need to conserve as much drilling fluid as possible, the ultimate objective of reducing drilling costs is defeated.
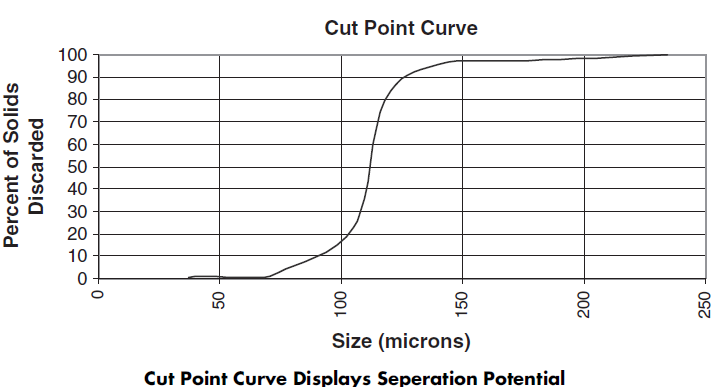
The size of drilled cuttings greatly influences the quantity of drilling fluid that tends to cling to the solids. As an extreme example, consider a golf-ball–size drilled solid coated with drilling fluid. Even with a viscous fluid, the volume of fluid would be very small compared with the volume of the solid. As the solids become smaller, the fluid film volume increases as the solids surface area increases. For silt-size or ultra-fine solids, the volume of liquid coating the solids may even be larger than the solids volume. More drilling fluid is returned to the system when very coarse screens are used than when screens as fine as API 200 are used.
Drilling fluid is a rheologically complex system. At the bottom of the hole, faster drilling is possible if the fluid has a low viscosity. In the annulus, drilled solids are transported better if the fluid has a high viscosity. When the flow stops, a gel structure builds slowly to prevent cuttings or weighting agents from settling. Drilling fluid is usually constructed to perform these functions. This means that the fluid viscosity depends on the history and the shear within the fluid. Typically, the low-shear-rate viscosities of drilling fluids range from 300–400 centipoise (cP) to 1000–1500 cP. As the shear rate (or, usually, the velocity) increases, drilling fluid viscosity decreases. Even with a low-shear-rate viscosity of 1500 cP, the plastic viscosity (or high-shear-rate viscosity) could be as low as 10 cP.
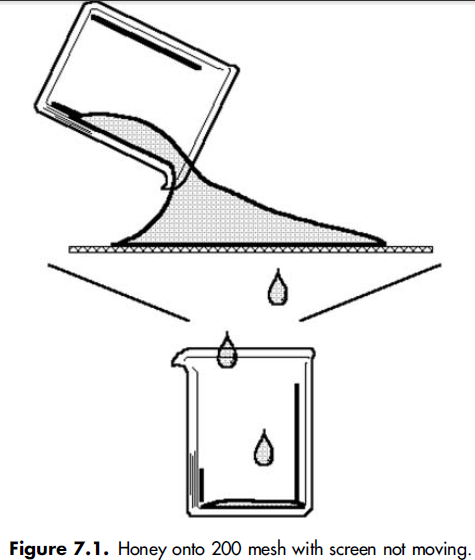
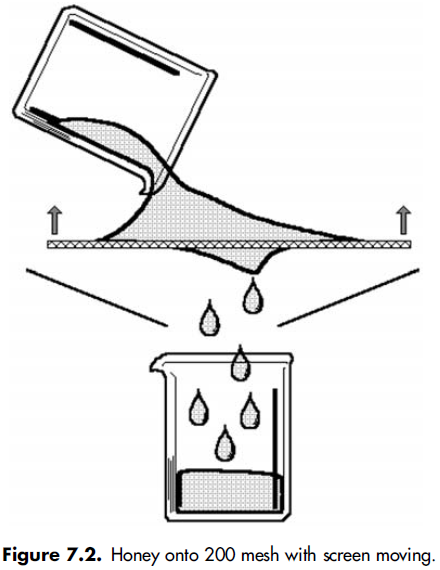
Drilling fluid flows downward, onto, and through shaker screens. If the shaker screen is stationary, a significant head would need to be applied to the drilling fluid to force it through the screen. Imagine pouring honey onto a 200-mesh screen (Figure 7.1). Honey at room temperature has a viscosity of around 100 to 200 cP. Flow through the screen would be very slow if the screen were moved rapidly upward through the honey (Figure 7.2), causing the honey to pass through the screen surface and into a collection device. These forces of vibration affect drilling fluid in the same manner. The introduction of vibration into this process applies upward and downward forces to the honey. The upward stroke moves the screen rapidly through the honey. These forces of vibration affect drilling fluid in the same manner. The upward stroke moves drilling fluid through the screen. Large solids do not follow the screen on the downward stroke, so they can be propelled from the screen surface.
When the screen moves on the downward stroke, the large solids are suspended above the screen and come in contact with the screen at a farther point toward the discharge end of the shaker. This is the reason that the elliptical, circular, and linear motion screens transport solids.
Screens are moved upward through the fluid with the elliptical, circular, and linear motion shale shakers. The linear motion shaker has an advantage because solids can be transported out of a pool of liquid and discharged from the system. The pool of liquid creates two advantages: Not only does it provide an additional head to the fluid, but it also provides inertia or resistance to the fluid as the screen moves upward. This significantly increases the flow capacity of the shaker. The movement of the shaker screen through the drilling fluid causes the screen to shear the fluid. This decreases the viscosity and is an effective component to allow the shaker to process drilling fluid.
The upward movement of the shaker screen through the fluid is similar to pumping the drilling fluid through the screen openings. If the fluid gels on the screen wires, the effective opening size is decreased. This would be the same as pumping drilling fluid through a smaller-diameter pipe. With the same head applied, less fluid flows through a smaller pipe in a given period of time than a larger pipe. If a shaker screen becomes water wet while processing NAF, the water ring around the screen opening effectively decreases the opening size available to pass the fluid. This, too, greatly reduces the flow capacity of the shaker.