

The destination, or method of disposal, is one of the major factors in designing the solids-control system for UBD. In the best of all cases, produced oil and water can be skimmed off, cleaned, and sent into the field production system. The solids can be partly dewatered for appropriate disposal. On the other hand, if annular cuttings injection is possible, the volume of waste generated will not be as critical. In this case the waste stream should be kept as wet as possible.
If land farming or solidification is planned, the waste stream will need to be as dry as possible. Adding centrifuges or dewatering units will aid in reducing the volume of waste generated by removing a large portion of the water that would have to be dealt with in a land-farming or solidification process.
If all the cuttings have to be hauled to a disposal facility for treatment and disposal, it will be cost-effective to reduce the solids volume to a minimum. Haul-off and disposal of high chloride and oily cuttings can run as high as $15 per barrel, depending on the distance to be hauled.
In water-based fluid systems, emulsions formed between produced oil, the drilling fluid, and finely ground solids are among the most challenging
problems encountered in the control of solids in UBD. Small amounts of oil will be lost in the fluid system, but larger oil flows will form an emulsion with the fluid. In some cases, the emulsion will break in a skimming tank, and the oil can be skimmed off to the sales tank. In these cases some of the cuttings can be picked up by the circulating pump and sent to the shaker. When independent pumps are used, the settling tank can be rolled and then circulated to the shaker during trips. The fluid can then be further processed. There will always be some residual settling of cuttings in the primary settling tank.
In lignosulfonate and other treated drilling-fluid systems, very little settling takes place. Removal of fine solids dispersed into the fluid system is the overriding problem. For these systems, shale shakers, fluid cleaners, and centrifuges will usually be required. Emulsion-breaking chemicals may be required to prevent the cuttings from agglomerating before being processed by the shaker or other solids-control equipment. Breaking an emulsion in a conventional drilling fluid is difficult, expensive, and time consuming.
In oil-fluid systems, solids do not settle easily, but any produced light oil will probably start to mix into the system. In most oil-fluid underbalanced
conditions, a closed pressurized separator system is used. From the pressurized separator, the gas flows to the flare. The degassed oil fluid goes to the shaker and solids-control system.
Pressurized Closed Separator System
In a typical pressurized closed separator system, the water-based drilling fluid passes, under pressure, from the drilling choke into a modified production separator. Within the separator, under 2 to 5 atmospheres of pressure, the gas and free oil are separated from the drilling fluid and cuttings. Gas is sent to the flare stack, the oil is pumped to holding tanks, and the drilling fluid and cuttings are pumped to the shale shaker. If an oil-based drilling fluid is used, free water is separated from the gas and drilling fluid (see Figure 1, ‘‘Closed separator system for underbalanced drilling’’).
The type and amount of equipment that is needed for a closed loop system will be determined by several factors. Some of these are:
- Volume that the well will produce during drilling operations
- Type of fluid(s) being produced
- Hole size and footage to be drilled
- Type of drilling fluid used
- Density of drilling fluid
- Ultimate destination of waste
There are various arrangements of the closed separator system, but a description of the general process is:
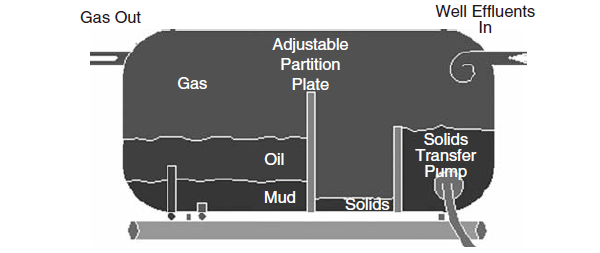
- Effluent from the well enters the separator through a cyclone arrangement that uses the velocity energy to spin the fluid and start the separation process.
- Fluid drops into the first partition, where the solids settle. The solids may then be pumped out of the vessel by a screw pump, or removed at a hatch. Currently, cuttings are circulated through the separator for removal in the solids-control system.
- Separated gas migrates to the opposite end of the vessel and then to the flare line. Tank pressurization to 2–3 atm forces the gas to the flare line.
- Fluid goes over a second partition plate and into a section where the water and oil are gravity-separated.
- A third partition plate protects the water suction where the drill water is sent to the drilling-fluid tanks.
- A fourth partition plate protects the oil suction where the oil is pumped to the storage tanks for sale.
The actual separator in its final form is a complex set of pipes, tubes, electrical connections, data collection points, and heating elements. When a complete system is used, the separator service company may provide up to four men and a supervisor to service the system and operate the data collection system.
Disposal of solids from these systems faces the standard disposal problems. In general, solids-control problems increase as the fluid complexity increases. Some of the conditions that complicate the system are:
- Weighted drilling fluid
- Oil production and emulsification
- Saltwater production
- Hydrogen sulfide gas production
- Cuttings from horizontally drilled intervals (because the cuttings will
be finely ground)
