Mud cleaner used in oilfield means the equipment processing drilling mud. It is combined with desander cone and desilter cone as well as bottom shaker. It is called 2nd and 3rd phase solids control equipments.
The purpose of a drilling rig surface fluid processing system is to provide a sufficient volume of properly treated drilling fluid for drilling operations. The active system should have enough volume of properly conditioned drilling fluid above the suction and equalization lines to keep the well bore full during wet trips.
The surface system needs to have the capability to keep up with the volume-building needs while drilling; otherwise, advanced planning and premixing of reserve mud should be considered. This should be planned for the worst case, which would be a bigger-diameter hole in which high penetration rates are common. For example for a 14-3/4-inch hole section drilling at an average rate of 200 ft/hr and with a solids-removal efficiency of 80%, the solids-removal system will be removing approximately 34 barrels of drilled solids per hour plus the associated drilling fluid coating these solids. More than likely, 2 barrels of drilling fluid would be discarded per barrel of solids. If this is the case, the volume of drilling fluid in the active system will decrease by 102 barrels per hour. If the rig cannot mix drilling fluid fast enough to keep up with these losses, reserve mud and or premixed drilling fluid should be available to blend into the active system to maintain the proper volume.
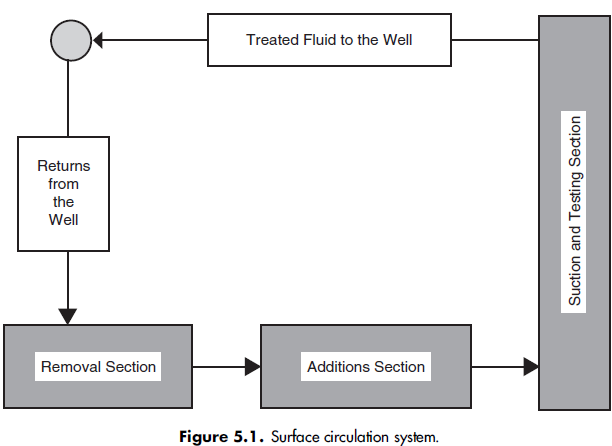
The surface system should consist of three clearly identifiable sections (Figure 5.1):
. Suction and testing section
. Additions section
. Removal section
1.ACTIVE SYSTEM
1.1 Suction and Testing Section
The suction and testing section is the last part of the surface system. Most of the usable surface volume should be available in this section. Processed and treated fluid is available for various evaluation and analysis procedures just prior to the fluid recirculating downhole. This section should be mixed, blended, and well stirred. Sufficient residence time should be allowed so that changes in drilling-fluid properties may be made before the fluid is pumped downhole. Vortex patterns from agitators should be inhibited to prevent entraining air in the drilling fluid.
In order to prevent the mud pumps from sucking air, vertical baffles can be added in the tank to break up the possible vortex patterns caused by the agitators. If the suction tank is ever operated at low volume levels, additional measures should be taken to prevent vortexing, such as adding a flat plate above the suction line to break up the vortex pattern.
Proper agitation is very important, so the drilling fluid is a homogeneous mixture in both the tank and the well bore. This is important because if a ‘‘kick’’ (entrance of formation fluid into the well bore due to a drop in hydrostatic pressure) occurs, an accurate bottom-hole pressure can be calculated. The well-control procedures are based on the required bottom-hole pressure needed to control the formation pressures. If this value is not calculated correctly, the well bore will see higher than
necessary pressures during the well-control operation. With higher than required pressure, there is always the risk of fracturing the formation. This would bring about additional problems that would be best avoided whenever possible. For agitator sizing, see Chapter 10 on Agitation.
1.2 Additions Section
All commercial solids and chemicals are added to a well-agitated tank upstream from the suction and testing section. New drilling fluid mixed on location should be added to the system through this tank. Drilling fluid arriving on location from other sources should be added to the system through the shale shaker to remove unwanted solids.
To assist homogeneous blending, mud guns may be used in the additions section and the suction and testing section.
1.3 Removal Section
Undesirable drilled solids and gas are removed in this section before new additions are made to the fluid system. Drilled solids create poor fluid properties and cause many of the costly problems associated with drilling wells. Excessive drilled solids can cause stuck drill pipe, bad primary cement jobs, or high surge and swab pressures, which can result in lost circulation and/or well-control problems. Each well and each type of drilling fluid has a different tolerance for drilled solids.
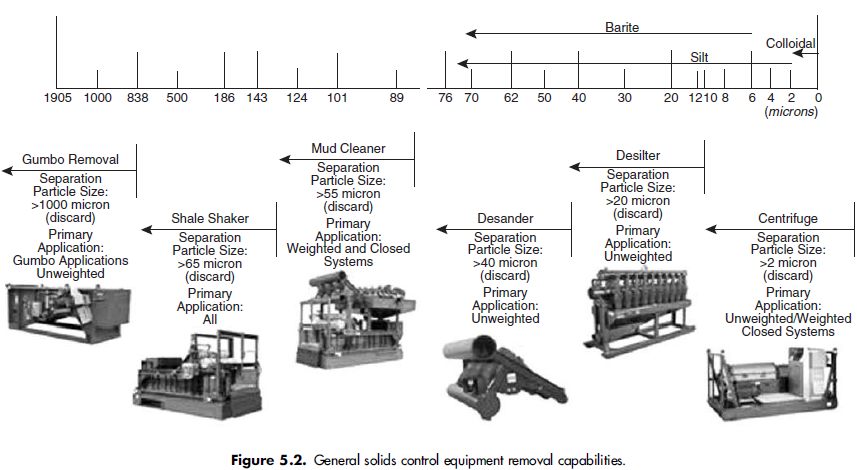
Each piece of solids-control equipment is designed to remove solids within a certain size range. Solids-control equipment should be arranged to remove sequentially smaller and smaller solids. A general range of sizes is presented in Table 5.1 and in Figure 5.2.
Equipment
Size
Median Size of Removed Microns
Shale Shakers
API 80 screen
177
API 120 screen
105
API 200 screen
74
Hydrocyclones (diameter)
8-inch
70
4-inch
25
3-inch
20
Centrifuge
Weighted mud
>5
Unweighted mud
<5
The tanks should have adequate agitation to minimize settling of solids and to provide a uniform solids/liquid distribution to the hydrocyclones and centrifuges. Concerning the importance of proper agitation in the operation of hydrocyclones, efficiency can be cut in half when the suction tank is not agitated, versus one that is agitated. Unagitated suction tanks usually result in overloading of the hydrocyclone or plugged apexes. When a hydrocyclone is overloaded, its removal efficiency is reduced. If the apex becomes plugged, no solids removal occurs and its efficiency then becomes zero. Agitation will also help in the removal of gas, if any is present, by moving the gaseous drilling fluid to the surface of the tank, providing an opportunity for the gas to break out.
Mud guns can be used to stir the tanks in the additions section provided careful attention is paid to the design and installation of the mud gun system. If mud guns are used in the removal section, each mud gun should have its own suction and stir only that particular pit. If manifolding is added to connect all the guns together, there is a high
potential for incorrect use, which can result in defeating proper sequential separation of the drilled solids in an otherwise well-designed solids removal setup. Manifolding should be avoided.
1.4 Piping and Equipment Arrangement
Drilling fluid should be processed through the solids-removal equipment in a sequential manner. The most common problem on drilling rigs is improper fluid routing, which causes some drilling fluid to bypass the sequential arrangement of solids-removal equipment. When a substantial amount of drilling fluid bypasses a piece or pieces of solids-removal equipment, many of the drilled solids cannot be removed. Factors that contribute to inadequate fluid routing include ill-advised manifolding of
centrifugal pumps for hydrocyclone or mud cleaner operations, leaking valves, improper setup and use of mud guns in the removal section, and routing of drilling fluid incorrectly through mud ditches.
Each piece of solids-control equipment should be fed with a dedicated, single-purpose pump, with no routing options. Hydrocyclones and mud cleaners have only one correct location in tank arrangements and therefore should have only one suction location. Routing errors should be corrected and equipment color-coded to eliminate alignment errors. If worry about an inoperable pump suggests manifolding, it would be cost saving to allow easy access to the pumps and have a standby pump
in storage. A common and oft-heard justification for manifolding the pumps is, ‘‘I want to manifold my pumps so that when my pump goes down, I can use the desander pump to run the desilter.’’ What many drilling professionals do not realize is that improper manifolding and centrifugal-pump operation is what fails the pumps by inducing cavitation. Having a dedicated pump properly sized and set up with no opportunity for improper operation will give surprisingly long pump life as well as process the drilling fluid properly.
Suction and discharge lines on drilling rigs should be as short and straight as possible. Sizes should be such that the flow velocity within the pipe is between 5 and 10 ft/sec. Lower velocities will cause settling problems, and higher velocities may induce cavitation on the suction side or cause erosion on the discharge side where the pipe changes direction. The flow velocity may be calculated with the equation:
Velocity, ft/sec=Flow rate, gpm/2.48(insided diameter in)^2
Pump cavitation may result from improper suction line design, such as inadequate suction line diameter, lines that are too long, or too many bends in the pipe. The suction line should have no elbows or tees within three pipe diameters of the pump section flange, and their total number should be kept to a minimum. It is important to realize that an 8-inch, 90° welded ell has the same frictional pressure loss as 55 feet of straight 8-inch pipe. So, keep the plumbing fixtures to a minimum.
The types and quantities of solids (insoluble components) present in drilling mud systems play major roles in the fluid’s density, viscosity, filter-cake quality/filtration control, and other chemical and mechanical properties. The type of solid and its concentration influences mud and well costs, including factors such as drilling rate, hydraulics, dilution rate, torque and drag, surge and swab pressures, differential sticking, lost circulation, hole stability, and balling of the bit and the bottom-hole
assembly. These, in turn, influence the service life of bits, pumps, and other mechanical equipment. Insoluble polymers, clays, and weighting materials are added to drilling mud to achieve various desirable properties.
Drilled solids, consisting of rock and low-yielding clays, are incorporated into the mud continuously while drilling. To a limited extent, they can be tolerated and may even be beneficial. Dispersion of clay-bearing drilled solids creates highly charged colloidal particles (<2 μm) that generate significant viscosity, particularly at low shear rates, which aids in suspension of all solids. If the clays are sodium montmorillonite, the solids will also form thin filter cakes and control filtration (loss of liquid phase) into the drilled formation. Above a concentration of a few weight percent, dispersed drilled solids can generate excessive low-shear-rate and high-shear-rate viscosities, greatly reduced drilling rates, and excessively thick filter cakes. As shown in Figures 2.3 and 2.4, with increasing mud density (increasing concentration of weighting material), the high-shear-rate viscosity (reflected by the plastic viscosity [PV]) rises continuously even as the concentration of drilled solids (low-gravity solids [LGSs]) is reduced. The methylene blue test (MBT) is a measure of the surface activity of the solids in the drilling fluid and serves as a relative measure of the amount of active clays in the system. It does not correspond directly to the concentration of drilled solids, since composition of drilled solids is quite variable. However, it is clear that, in most cases, drilled solids have a much greater effect than barite on viscosity and that the amount of active clays in the drilled solids is one of the most important factors. Thus, as mud density is increased, MBT must be reduced so that PV does not reach such a high level that it exceeds pump capacity or causes well-bore stability problems.
As shown in Figure 2.4, increasing the mud density from 10 lb/gal to 18 lb/gal requires that the MBT be reduced by half [M-I llc]. Different mud densities require different strategies to maintain the concentration of drilled solids within an acceptable range. Whereas low mud densities may require only mud dilution in combination with a simple mechanical separator, high mud densities may require a more complex strategy:
(a) chemical treatment to limit dispersion of the drilled solids (e.g., use of a shale inhibitor or deflocculant like lignosulfonate).
(b) more frequent dilution of the drilling fluid with base fluid,
(c) more complex solids removal equipment, such as mud cleaners and centrifuges [Svarovsky].
In either case, solids removal is one of the most important aspects of mud system control, since it has a direct bearing on drilling efficiency and represents an opportunity to reduce overall drilling costs. A diagram of a typical mud circulating system, including various solids-control devices, is shown in Figure 2.5 [M-I llc].
While some dilution with fresh treated mud is necessary and even desirable, sole reliance on dilution to control buildup of drilled solids in the mud is very costly. The dilution volume required to compensate for contamination of the mud by 1 bbl of drilled solids is given by the following equation:
where Vsolids is the volume of drilled solids expressed in volume percentage. As discussed earlier, drilled solids become less tolerable with increasing mud density. For drilling-fluid densities less than 12 lb/gal, Vsolids<5% is desirable, whereas for a density of 18 lb/gal, Vsolids<2 or 3% is best. When Vsolids=5%, the equation above gives Vdilution=19 bbl
drilling fluid/bbl drilled solids. The cost of this extra drilling fluid (neglecting downhole losses) is the sum of the cost of the drilling fluid itself plus the cost to dispose of it. This dilution cost is generally so high that even a considerable investment in solids-control equipment is more economical.
Solids removal on the rig is accomplished by one or more of the following techniques:
. Screening: Shale shakers, gumbo removal devices
. Hydrocycloning: Desanders, desilters
. Centrifugation: Scalping and decanting centrifuges
. Gravitational settling: Sumps, dewatering units
Often these are accomplished using separate devices, but sometimes these processes are combined, as in the case of the mud cleaner, which is a bank of hydrocyclones mounted over a vibrating screen. Another important hybrid device is the cuttings dryer (also called a rotating shaker), which is a centrifuge fitted with a cone-shaped shaker; this apparatus is used to separate cuttings from NAF-based muds and strip most of the mud from the cuttings’ surfaces before disposal. Additional devices
can help to enhance solids-removal efficiency. For example, a vacuum or atmospheric degasser is sometimes installed (before any centrifugal pumps, typically between the shakers and desanders) to remove entrained air that can cause pump cavitation and reduction in mud density. Refer to Chapter 5 on Tank Arrangements for more details.
With the advent of closed loop systems, dewatering of WBMs has received strong impetus, and it has been found useful to add a dewatering unit downstream of a conventional solids-control system [Amoco]. Dewatering units usually employ a flocculation tank—with a polymer to flocculate all solids—and settling tanks to generate solidsfree liquid that is returned to the active system. Dewatering units reduce waste volume and disposal costs substantially and are most economical
when used to process large volumes of expensive drilling fluid.
Solids-control equipment used on a rig is designed to remove drilledsolids—not all solids—from a drilling fluid. As such, the equipment has to be refined enough to leave desired solids (such as weighting material) behind while taking out drilled solids ranging in size from several millimeters to just a few microns. Although such perfect separation of desired from undesired solids is not possible, the advantages offered by the solids-control equipment far outweigh their limitations. Each
device is designed to remove a sufficient quantity and size range of solids. The key to efficient solids control is to use the right combination of equipment for a particular situation, arrange the equipment properly, and ensure that it operates correctly. This, in turn, requires accurate characterization of the drilled solids, along with optimal engineering and maintenance of the drilling fluid.
1.1 SCOPE
This handbook describes the method and mechanical systems available to control drilled solids in drilling fluids used in oil well drilling. System details permit immediate and practical application both in the planning/design phase and in operations.
1.2 PURPOSE
Good solids-control programs are often ignored because basic principles are not understood. This book explains the fundamentals of good solids control. Adherence to these simple basic principles is financially rewarding.
This American Society of Mechanical Engineers (ASME) textbook/handbook is a revision of the American Association of Drilling Engineers (AADE) Shale Shaker Handbook, which was a revision of the International Association of Drilling Contractors (IADC) Mud Equipment Manual. Many of the authors of this book were authors of those books as well. Patience, dedication, many long hours of work, and evaluation of the latest technology have been required of all members of this committee. Ten years were required to write the IADC Manual;
7 years were required to write the AADE Handbook; and 2 years were required to write this textbook.
None of the authors of any of the three books have received any compensation for their work and writing. The group was dedicated to providing the drilling industry with the best technology available, and many hours of discussion were frequently required to resolve controversial issues.
1.3 INTRODUCTION
Fallacious arguments persist that drilled solids are beneficial. Drilled
solids are evil and insidious. Increases in drilled-solids concentrations
generally do not immediately reveal their economic impact. Their
detrimental effects are generally not immediately obvious on a drilling
rig; so skeptics fail to believe that drilled solids foster the havoc that they
truly do. The secret to drilling safely, fast, and under budget is to remove
drilled solids. Drilled solids increase drilling costs, damage reservoirs,
and create large disposal costs. Specific problems associated with drilled
solids are:
. Filtrate damage to formations
. Drilling rate limits
. Hole problems
. Stuck pipe problems
. Lost circulation problems
. Direct drilling-fluid costs
. Increased disposal costs
These bad effects of drilled solids are explored in greater detail here
and in the rest of the book. The eradication of these effects is discussed
in great detail in this book. The book may be used for planning and
designing a drilling-fluid processing system, improving current systems,
troubleshooting a system, or improving rig operations. Drilled solids are
evil, and this is the theme of this Handbook.
The effects of drilled solids on the economics of drilling a well are
subtle. Increasing drilled-solids content does not immediately result in
disaster on a drilling rig. When a drill bit ceases to drill and torque
increases, a driller knows immediately that it is time to pull the bit.
When drilled solids increase, the detrimental effects are not immediately
apparent. Decreasing drilled solids is analogous to buying insurance for an event that will not happen. Proving that something will not happen—
like stuck pipe—is difficult to do. This is somewhat like the story of
Salem, who was walking down Main Street snapping his fingers. Friend
asks, ‘‘Why are you snapping your fingers?’’ Salem: ‘‘Keeps the tigers
away.’’ Friend: ‘‘There are no tigers on Main Street.’’ Salem: ‘‘Yeah,
works doesn’t it?’’ No drilling program calls for stuck pipe or fishing
jobs even if they are common in an area with a particular drilling rig.
The evil effects of drilled solids are real. Acknowledging that fact and
preparing to properly handle them at the surface will result in much
lower drilling costs.
Good drilled-solids removal procedures start at the drill bit. Cuttings
should be removed before another drill bit cutter crushes rock that has
already been removed from the formation. These cuttings should be
transported to the surface with as little disintegration as possible. In
addition to the cuttings produced by the drill bit, slivers or chunks of
rock from the well-bore walls also enter the drilling fluid stream. Large
drilled solids are easier to remove than small ones. After the cuttings
have reached the surface, the correct equipment must be available to
handle the appropriate solids loading, and the processing routing must
be correct. Surprisingly, after all these years of using drilling fluids, the
simple principles of arranging equipment are seldom practiced in the
field. Some drilling rigs, particularly offshore ones, have a complex
manifold of plumbing in the surface drilling fluid pits. The concept is
that any one of the centrifugal pumps can pump from any compartment
to any other compartment by adjusting valves. This concept is incorrect
and detrimental to proper drilled-solids removal. Generally, arranging
the complex routing for correct solids-removal processing is so
unobvious that all of the drilling fluid is not processed by the equipment.
Also, valves can leak in this system and go undetected for many wells.
Better to follow the rule, One pump/one purpose. Add additional
plumbing or pumps but do not use solids-removal equipment feed
pumps for anything but their stated purpose. This book shows how the
equipment works and how it should be plumbed.
While drilling wells, drilling fluid is processed at the surface to remove
drilled solids and blend the necessary additives to allow drilling fluid to
meet specifications. Drilling-fluid processing systems are described in
this book from both a theoretical point of view and practical guidelines.
It will be as useful for a student of drilling as for the person on the rig.
Drill bit cuttings and pieces of formation that have sloughed into the
well bore (collectively called drilled solids) are brought to the surface by
the drilling fluid. The fluid flows across a shale shaker before entering the
mud pits. Most shale shakers impart a vibratory motion to a wire or
plastic mesh screen. This motion allows the drilling fluid to pass through
the screen and removes particles larger than the openings in the screen.
Usually drilled solids must be maintained at some relatively low
concentration. The reason for the need for this control is explained in
the next section. The shale shaker is the initial and primary drilled-solids
removal device and usually works in conjunction with other solidsremoval
equipment located downstream.
Solids-control equipment, also called solids-removal equipment or
drilled-solids management equipment, is designed to remove drilled
solids from a circulating drilling fluid. This equipment includes gumbo
removers, scalper shakers, shale shakers, dryer shakers, desanders,
desilters, mud cleaners, and centrifuges. These components, in various
arrangements, are used to remove specific-size particles from drilling
fluid. Knowledge of operating principles of auxiliary equipment, such
as agitators, mud guns, mud hoppers, gas busters, degassers, and
centrifugal pumps, is necessary to properly process drilling fluid in
surface systems. All of this equipment is discussed in this book.
However, the best equipment available is insufficient if it processes only
a portion of the active drilling fluid coming from the well.