

Continue reading “SOLID & LIQUID CONTENT AND EMULSION CHARACTERISTICS OF DRILLING FLUID”

Tank arrangement
The purpose of a drilling rig surface fluid processing system is to provide a sufficient volume of properly treated drilling fluid for drilling operations. The active system should have enough volume of properly conditioned drilling fluid above the suction and equalization lines to keep the well bore full during wet trips.
The surface system needs to have the capability to keep up with the volume-building needs while drilling; otherwise, advanced planning and premixing of reserve mud should be considered. This should be planned for the worst case, which would be a bigger-diameter hole in which high penetration rates are common. For example for a 14-3/4-inch hole section drilling at an average rate of 200 ft/hr and with a solids-removal efficiency of 80%, the solids-removal system will be removing approximately 34 barrels of drilled solids per hour plus the associated drilling fluid coating these solids. More than likely, 2 barrels of drilling fluid would be discarded per barrel of solids. If this is the case, the volume of drilling fluid in the active system will decrease by 102 barrels per hour. If the rig cannot mix drilling fluid fast enough to keep up with these losses, reserve mud and or premixed drilling fluid should be available to blend into the active system to maintain the proper volume.
The surface system should consist of three clearly identifiable sections (Figure 5.1):
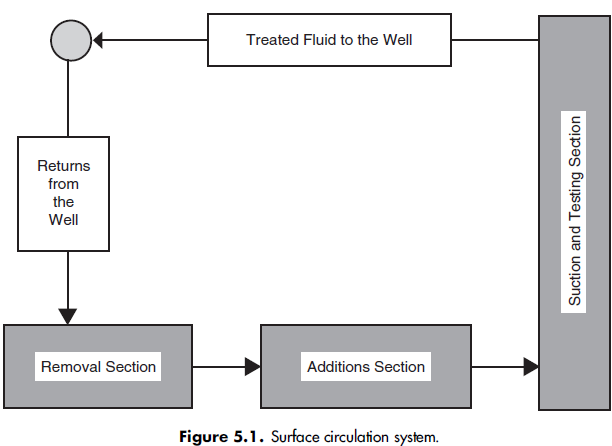
. Suction and testing section
. Additions section
. Removal section
1.ACTIVE SYSTEM
1.1 Suction and Testing Section
The suction and testing section is the last part of the surface system. Most of the usable surface volume should be available in this section. Processed and treated fluid is available for various evaluation and analysis procedures just prior to the fluid recirculating downhole. This section should be mixed, blended, and well stirred. Sufficient residence time should be allowed so that changes in drilling-fluid properties may be made before the fluid is pumped downhole. Vortex patterns from agitators should be inhibited to prevent entraining air in the drilling fluid.
In order to prevent the mud pumps from sucking air, vertical baffles can be added in the tank to break up the possible vortex patterns caused by the agitators. If the suction tank is ever operated at low volume levels, additional measures should be taken to prevent vortexing, such as adding a flat plate above the suction line to break up the vortex pattern.
Proper agitation is very important, so the drilling fluid is a homogeneous mixture in both the tank and the well bore. This is important because if a ‘‘kick’’ (entrance of formation fluid into the well bore due to a drop in hydrostatic pressure) occurs, an accurate bottom-hole pressure can be calculated. The well-control procedures are based on the required bottom-hole pressure needed to control the formation pressures. If this value is not calculated correctly, the well bore will see higher than
necessary pressures during the well-control operation. With higher than required pressure, there is always the risk of fracturing the formation. This would bring about additional problems that would be best avoided whenever possible. For agitator sizing, see Chapter 10 on Agitation.
1.2 Additions Section
All commercial solids and chemicals are added to a well-agitated tank upstream from the suction and testing section. New drilling fluid mixed on location should be added to the system through this tank. Drilling fluid arriving on location from other sources should be added to the system through the shale shaker to remove unwanted solids.
To assist homogeneous blending, mud guns may be used in the additions section and the suction and testing section.
1.3 Removal Section
Undesirable drilled solids and gas are removed in this section before new additions are made to the fluid system. Drilled solids create poor fluid properties and cause many of the costly problems associated with drilling wells. Excessive drilled solids can cause stuck drill pipe, bad primary cement jobs, or high surge and swab pressures, which can result in lost circulation and/or well-control problems. Each well and each type of drilling fluid has a different tolerance for drilled solids.
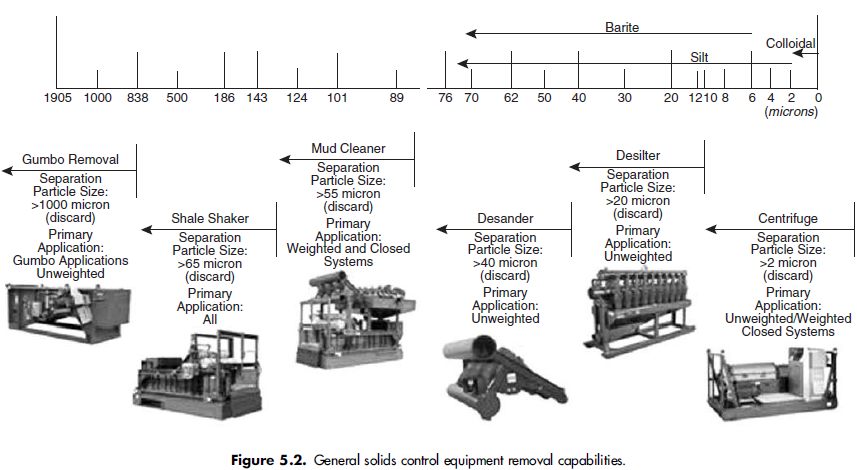
Each piece of solids-control equipment is designed to remove solids within a certain size range. Solids-control equipment should be arranged to remove sequentially smaller and smaller solids. A general range of sizes is presented in Table 5.1 and in Figure 5.2.
| Equipment | Size | Median Size of Removed Microns |
| Shale Shakers | API 80 screen | 177 |
| API 120 screen | 105 | |
| API 200 screen | 74 | |
| Hydrocyclones (diameter) | 8-inch | 70 |
| 4-inch | 25 | |
| 3-inch | 20 | |
| Centrifuge | ||
| Weighted mud | >5 | |
| Unweighted mud | <5 |
The tanks should have adequate agitation to minimize settling of solids and to provide a uniform solids/liquid distribution to the hydrocyclones and centrifuges. Concerning the importance of proper agitation in the operation of hydrocyclones, efficiency can be cut in half when the suction tank is not agitated, versus one that is agitated. Unagitated suction tanks usually result in overloading of the hydrocyclone or plugged apexes. When a hydrocyclone is overloaded, its removal efficiency is reduced. If the apex becomes plugged, no solids removal occurs and its efficiency then becomes zero. Agitation will also help in the removal of gas, if any is present, by moving the gaseous drilling fluid to the surface of the tank, providing an opportunity for the gas to break out.
Mud guns can be used to stir the tanks in the additions section provided careful attention is paid to the design and installation of the mud gun system. If mud guns are used in the removal section, each mud gun should have its own suction and stir only that particular pit. If manifolding is added to connect all the guns together, there is a high
potential for incorrect use, which can result in defeating proper sequential separation of the drilled solids in an otherwise well-designed solids removal setup. Manifolding should be avoided.
1.4 Piping and Equipment Arrangement
Drilling fluid should be processed through the solids-removal equipment in a sequential manner. The most common problem on drilling rigs is improper fluid routing, which causes some drilling fluid to bypass the sequential arrangement of solids-removal equipment. When a substantial amount of drilling fluid bypasses a piece or pieces of solids-removal equipment, many of the drilled solids cannot be removed. Factors that contribute to inadequate fluid routing include ill-advised manifolding of
centrifugal pumps for hydrocyclone or mud cleaner operations, leaking valves, improper setup and use of mud guns in the removal section, and routing of drilling fluid incorrectly through mud ditches.
Each piece of solids-control equipment should be fed with a dedicated, single-purpose pump, with no routing options. Hydrocyclones and mud cleaners have only one correct location in tank arrangements and therefore should have only one suction location. Routing errors should be corrected and equipment color-coded to eliminate alignment errors. If worry about an inoperable pump suggests manifolding, it would be cost saving to allow easy access to the pumps and have a standby pump
in storage. A common and oft-heard justification for manifolding the pumps is, ‘‘I want to manifold my pumps so that when my pump goes down, I can use the desander pump to run the desilter.’’ What many drilling professionals do not realize is that improper manifolding and centrifugal-pump operation is what fails the pumps by inducing cavitation. Having a dedicated pump properly sized and set up with no opportunity for improper operation will give surprisingly long pump life as well as process the drilling fluid properly.
Suction and discharge lines on drilling rigs should be as short and straight as possible. Sizes should be such that the flow velocity within the pipe is between 5 and 10 ft/sec. Lower velocities will cause settling problems, and higher velocities may induce cavitation on the suction side or cause erosion on the discharge side where the pipe changes direction. The flow velocity may be calculated with the equation:
Velocity, ft/sec=Flow rate, gpm/2.48(insided diameter in)^2
Pump cavitation may result from improper suction line design, such as inadequate suction line diameter, lines that are too long, or too many bends in the pipe. The suction line should have no elbows or tees within three pipe diameters of the pump section flange, and their total number should be kept to a minimum. It is important to realize that an 8-inch, 90° welded ell has the same frictional pressure loss as 55 feet of straight 8-inch pipe. So, keep the plumbing fixtures to a minimum.