The relationship between the size and shape of the particles being separated and the size and shape of the screen openings will influence how fine a separation is made. This is reflected in the percentageseparated curve. If all of the solids being drilled are spherical, then the distribution of the narrowest dimension of the screen openings will establish the percentage-separated curve. For wells with poor drilling practices, cuttings are tumbled in the annulus and arrive well rounded at the surface. For wells that have good cuttings transport in the annulus, the cuttings may be long, thin slivers of rock.
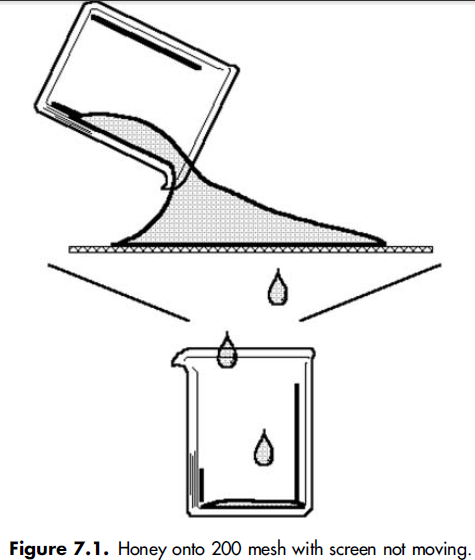
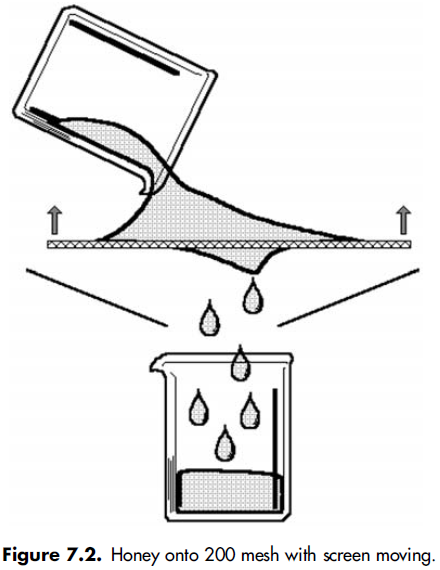
Solids have mobility in a pool of fluid to seek a screen opening large enough to go through. As a result, the conveyance velocity, contact time with the screen, and presence of other solids all affect the ability of the
solids to go through the holes in the screen. These variables therefore affect the percentage-separated curve.
Surface tension of the fluid causes solids to agglomerate together as they exit a pool of fluid. If solids finer than the screen openings make it out of the pool of fluid, then they are held by the surface tension and have very little chance to go through the screen. Adding a spray wash to the last screen panel disperses these patties, which will allow finer solids to be washed through the screen.
Blinding or plugging of screen cloth, as shown in Figure 7.24, dramatically affects not only the amount of fluid that will pass through the screen, but also the separation the screen makes. Many of the screen openings effectively become smaller, and fewer solids will pass through. The screen then makes a much finer separation than originally intended, and the screen capacity decreases significantly.
Reported values for percentage-separated curves are also affected by the way the measurement is made in the laboratory. The greatest error is often the measurement of particle size distribution. Particle sizing by sieve analysis is the best way to characterize solids being screened, since the sieving process is similar to screening. Unfortunately, sieving is a tedious and slow process. Forward laser-light-scattering particle size analyzers such as the Malvern and Cilas granulometers tend to report size distributions somewhat larger than sieve analysis. These instruments report particle sizes in terms of equivalent spherical diameters. Some drilled solids may be more rectangular in shape, so the equivalent spherical diameter may not exactly agree with the sieve analysis. Clay
particles in the 1-micron size are broad, flat surfaces, similar to a tabletop.These are difficult to describe in terms of a diameter.


In summary, the percentage-separated curve represents the fraction of solids rejected by the screen as a function of size. From the preceding discussion, it may be noted that the percentage-separated curve is dependent on the conditions that existed when the data were taken. As a result, in actual drilling conditions, the percentage-separated curve probably varies as drilling-fluid properties and the shapes of the solids change and as the screen blinds.