
Shale shakers are a general term for a vibrating device used to screen solids from a circulating drilling fluid.
Continue reading “Shale Shaker Configration”

Drilling fluid waste management and solids control of drilling mud related technical and developed situation.
Shale shakers are a general term for a vibrating device used to screen solids from a circulating drilling fluid.
Continue reading “Shale Shaker Configration”
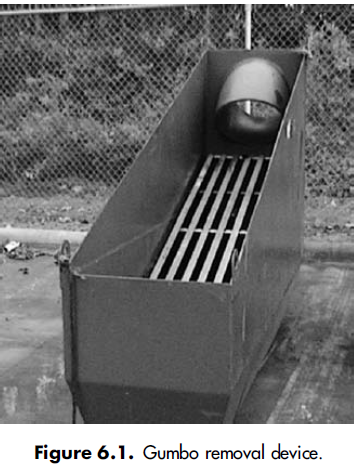
Gumbo is formed in the annulus from the adherence of sticky particles to each other. It is usually a wet, sticky mass of clay, but finely ground limestone can also act as gumbo. The most common occurrence of gumbo is during drilling of recent sediments in the ocean. Enough gumbo can arrive at the surface to lift a rotary bushing from a rotary table. This sticky mass is difficult to screen. In areas where gumbo is prevalent, it should be removed before it reaches the main shale shakers.
Many gumbo removal devices are fabricated at the rig site, frequently in emergency response to a ‘‘gumbo attack.’’ These devices have many different shapes but are usually in the form of a slide at the upper end of a flowline. One of the most common designs involves a slide formed from steeply sloped rods spaced 1 to 3 inches apart and about 6 to 8 feet long. The angle of repose of cuttings is around 42 °, so the slides have a slope of around 45 °. Gumbo, or clay, does not stick to stainless steel very well; consequently, some of the devices are made with stainless steel rods. Drilling fluid easily passes through the relatively wide spacing in the rods, and the sticky gumbo mass slides down to disposal (Figure 6.1).
Several manufacturers have now built gumbo removal devices for rig installation. One of these units consists of a series of steel bars formed into an endless belt. The bars are spaced 1 to 2 inches apart and disposed perpendicular to the drilling-fluid flow. The bars move parallel to the flow. Gumbo is transported to the discharge end of the belt, and the drilling fluid easily flows through the spacing between the bars. Another machine uses a synthetic mesh belt with large openings, like an API 5 to an API 10 screen. The belt runs uphill and conveys gumbo from a pool of drilling fluid. A counterrotating brush is used to clean gumbo from the underside of the belt. The belt speed is variable so it can be adjusted for the solids-loading and fluid properties.
When linear motion shale shakers were introduced into oil well drilling operations, drilling fluid could routinely be sieved through API 200 screens for the first time. This goal was desirable because it allowed the removal of drilled-solids sizes down to the top of the size range for barite that met American Petroleum Institute (API) specifications.
Circular motion and unbalanced elliptical motion shale shakers were usually limited to screens of about API 80. Drillers soon found, however, that gumbo could not be conveyed uphill on a linear motion shale shaker. The material adhered to the screen. To prevent this, the circular and unbalanced elliptical motion shakers were used as scalping shakers.
The ‘‘rig’’ shakers remained attached to the flowline to remove very large cuttings and gumbo. These were called scalping shakers. Even in places where gumbo might not be present, scalpers were used to prevent very large cuttings or large chunks of shale from damaging the API 200+ screens. These screens have finer wires, which are much more fragile than wire used on an API 20 or API 40 screens. Scalping shakers also had the advantage of removing some of the larger solids that would enter the mud tanks when a hole appeared in the fine screen.
Tests indicated that fitting the scalper with the finest screen possible, an API 80 or API 100, did not result in the removal of more solids when combined with the API 200 on the main shaker. Apparently, shale in that size range would break apart on the scalper into pieces smaller than 74 microns, or it would damage the cuttings enough so that the linear motion shaker screen broke the cuttings. This action resulted in fewer total solids rejected from the system. Scalping shakers should be used as an insurance package to prevent very large cuttings from hitting the fine screens. Scalping shakers, even with an API 20 screen, will still convey gumbo. Frequently, relatively fine screens on a scalping shaker experience near-size blinding. Coarse screens are preferred.
Scalping shakers should be used with either linear motion or balanced elliptical motion shale shakers.Gumbomust be removed before any screen can convey drilled solids uphill out of a pool of liquid. These motions may be used on shakers to remove gumbo if the screen slopes downward from the back tank (possum belly) to the discharge end of the shaker.
Combination shakers are available that mount a downward-sloping screen on a linear motion shaker above an upward-sloping screen with a linear motion. Gumbo will move down the top screen and be removed before the fluid arrives at the lower screen. Again, however, the scalping screen should be a very coarse screen. Some screens reject gumbo significantly better than others. Some screens also convey gumbo more efficiently than others. Manufacturers have a great assortment of screens that have been tested in various regions of the world that experience gumbo attacks. Hook-strip screens with large rectangular openings—in the range of API 12—have been used very effectively in many regions. Experience indicates that the rectangular openings should be oriented so that the long opening is parallel to the flow.
Several important factors control whether to use a shale shaker/scalping shaker to effectively remove gumbo. If the screen deck can be tilted downward, with an articulated deck, gravity will assist gumbo removal. If the older-style unbalanced elliptical motion shaker is used, the fixed downward angle will usually satisfactorily convey gumbo. If the deck angle is flat, like most circular motion machines, the shaker has to generate a sufficient negative, or downward, force vector, normal to screen, to overcome the adhesion factor (or stickiness) of the gumbo so that the screen separates from the solids. If it does not separate, the gumbo is effectively glued to that spot on the screen.
If the drilling fluid is changed to decrease the quantity of gumbo reaching the surface, gumbo removal may not be a problem for main shakers with a high g factor. Scalping shakers, however, will still provide insurance for removal of large cuttings and in case the break in a shale shaker screen goes unnoticed.

2. Auxiliary tank system-Trip Tank
A trip tank should also be a component of the tank system. This tank should have a well-calibrated, liquid-level gauge to measure the volume of drilling fluid entering or leaving the tank. The volume of fluid that replaces the volume of drill string is normally monitored on trips to make certain that formation fluids are not entering the well bore. When one barrel of steel (drill string) is removed from the borehole, one barrel of drilling fluid should replace it to maintain a constant liquid level in the well bore. If the drill string volume is not replaced, the liquid level may drop low enough to permit formation fluid to enter the well bore due to the drop in hydrostatic pressure. This is known as a kick. Fluid may be returned to the trip tank during the trip into the well. The excess fluid from the trip tank should be returned to the active system across the shale shakers. Large solids can come out of the well and plug the hydrocyclones if this drilling fluid bypasses the shakers.
The addition of trip tanks to drilling rigs significantly reduces the number of induced well kicks. The obsolete or old-system drillers filled the hole with drilling fluid with the rig pumps by counting the mud pump strokes (the volume was calculated for the displacement of the drill pipe pulled). The problem here was that a certain pump efficiency was estimated in these calculations. If the mud pump was not as efficient as estimated, slowly but surely the height of the column of drilling fluid filling the hole decreased. This caused a decrease in hydrostatic head, and if formation pressures were greater than the hydrostatic head of the drilling fluid, a kick would occur.
Another common way to induce a kick was to continue filling the hole with the same number of strokes used for the drill pipe even when reaching the heavy-weight drill pipe or drill collars were pulled. Both the heavy-weight drill pipe and the drill collars have more displacement per stand than the drill pipe; therefore a reduction in the height of the column of drilling fluid in the well bore would occur and problems would result.
3. SLUG TANK
A slug tank or pit is typically a small 20- to 50-barrel compartment within the suction section. This compartment is isolated from the active system and is available for small volumes of specialized fluid. Some drilling-fluid systems may have more than one of these small compartments. They are manifolded to a mixing hopper so that solids and chemicals may be added and are used to create heavier slurry to be displaced partway down the drill pipe before trips. This prevents drilling fluid inside the pipe from splashing on the rig floor during trips. These compartments are also used to mix and spot various pills, or slurries, in a well bore. The main pump suction must be manifolded to the slug pit(s).
Proper agitation is needed for this tank because there will be many different types of slurries mixed during drilling operations. Some will be easy to mix, while others will take a lot of energy to mix properly. The addition of a mud gun or guns would be beneficial in mixing various pills as well as keeping solids from settling in the bottom or corners of this tank.
4. RESERVE TANK(S)
The reserve tank(s) are for storage of excess drilling fluid, base fluids, or premixed drilling fluid for future mixing/additions. It could even be a completely different type of mud system for displacing the existing drilling fluid.
Land drilling rigs do not have reserve tanks in their systems. Extra tanks are rented as needed for their operation. These tanks are typically called fractionalization (frac) tanks.
Marine drilling rigs incorporate reserve or storage tanks in their design. The volume and number of these tanks depend on the space available and the available deck load capabilities of the rig. If more storage volume is required for marine drilling rigs, extra storage tanks can sometimes be installed on deck depending on space and deck load availability.
The type of drilling fluid stored in the reserve tanks will dictate whether it needs to be agitated. Since the type of fluids stored will vary, adequate agitation should be available if required.
1.5 Equalization
Most compartments should have an equalizing line, or opening, at the bottom. Only the first compartment, if it is used as a settling pit (sand trap), and the degasser suction tank (typically the second compartment) should have a high overflow (weir) to the compartment downstream.
The size of the equalizing pipes can be determined by the following formula:
Pipe diameter=√Max. Circulation Rate; gpm/15
A pipe of larger diameter can be used, since solids will settle and fill the pipe until the flow velocity in the pipe is adequate to prevent additional settling (5 ft/sec).
An adjustable equalizer is preferred between the solids-removal and additions sections. The lower end of an L-shaped, adjustable equalizer, usually field fabricated from 13-inch casing, is connected to the bottom of the last compartment in the removal section. The upper end discharges fluid into the additions section and can be moved up or down. This controls the liquid level in the removal section and still permits most of the fluid in the suction section to be used.
1.6 Surface tank
Most steel pits for drilling fluid are square or rectangular with flat bottoms. Each tank should have adequate agitation except for settling tanks. Additionally, each tank should have enough surface area to allow entrained air to leave the drilling fluid. A rule of thumb for calculating the minimum active surface pit area is:
Area, ft^2=Flow rate (gpm)/40
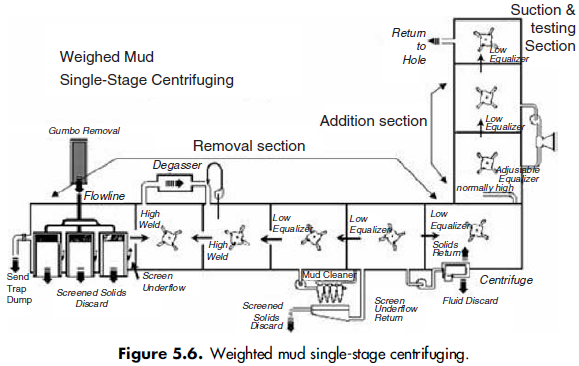
For example, if the active circulating rate is 650 gpm, the surface area of each active compartment should be about 16 square feet. The depth of a tank is a function of the volume needed and ease of stirring. Tanks that are roughly cubical are most efficient for stirring. If this is not convenient, the depth should be greater than the length or width. If circular tanks are used, a conical bottom is recommended and centrifugal pump suction and/or a dump valve should be located there. Another consideration is that the tanks need to be deep enough to eliminate the possibility of vortexing at the centrifugal pump suction. The depth required is a function of the velocity of the drilling fluid entering the suction lines (Figures 5.3, 5.4, 5.5, and 5.6).



1.7 Sand trap
After the drilling fluid passes through the main shaker, it enters the mud pit system. When screens 80-mesh and coarser were routinely used, the sand trap performed a very useful function. Large, sand-size particles would settle and could be dumped overboard. The bottom of a sand trap should be sloped at about 45° to facilitate quick dumping. A sloped bottom 45° or greater will self-clean when dumped. The sand trap should not be agitated and should overflow into the next compartment. Linear
and unbalanced elliptical motion shale shakers have all but eliminated this technique. Small drilled solids generally do not have sufficient residence time to settle. When inexpensive drilling fluid was used, sand traps were dumped once or twice per hour. Today, in the era of fine-mesh screens,expensive waste disposal, and environmental concerns, such dumping is either not allowed or is cost prohibitive.
The preceding illustrations show the solids-removal system with a sand trap. Rigs currently operating may or may not have sand traps. If a rig does not have a sand trap, then the shakers would have their underflow directed to the degasser suction pit and all other functions would remain as illustrated.
1.8 Degasser suction and discharge pit
For proper operation of a vacuum-type degasser, the suction pit should be the first pit after the sand trap, or if no sand trap is present, then the first pit. This pit should typically be agitated in order to help roll the drilling fluid and break out as much gas, if present, as possible. The processed fluid flows into the next pit downstream. There needs to be a high equalizer or weir between these two tanks.
The degasser discharge pit is also the suction pit for the centrifugal pump used to pump drilling fluid through the eductor on the degasser. This is commonly called power mud. Pumping power mud through the eductor actually pulls the fluid out of the degasser vessel from the degasser suction pit and out to the discharge line due to the Bernoulli effect, causing a low-pressure zone in the eductor. The discharge from the eductor goes back into the same tank used for the suction for the power mud.
The reason that mud is sucked into the vacuum degasser and through the degasser vessel is that a centrifugal pump will not pump gaseous mud; therefore it cannot be pumped through the vessel and has to be sucked into it. (For complete information on operation of degassers, refer to Chapter 9 (Gas Busters, Separators, and Degassers) in this book.)
1.9 Desander suction and discharge pit
The degasser discharge pit is also the suction pit for the desander. The desander, as well as the desilter, needs to be downstream of the degasser operation. If the hydrocyclone suction is upstream of the degasser operation and gas is present in the mud, the efficiency of the centrifugal pump will be reduced, or the pump will become gas locked and simply not pump any mud. Additionally, induced cavitation can occur and cause premature wear to the centrifugal pump. This wear can be rapid
and severe.
The desander discharge (cone overs) should flow into the next pit downstream, and a low equalizer between these tanks should be opened. This allows backflow through the equalizer when the cone manifold is processing a greater volume than is entering the tank (recommended). This ensures that all of the drilling fluid is processed through the desander manifold.
Desander operation is typically recommended only for unweighted drilling fluids. If operated with weighted drilling fluid, the desander will discard a lot of drilling fluid away, including a lot of weight material.
1.10 Desilter suction and discharge pit (mud cleaner /conditioner)
The desilter suction pit is the desander discharge pit. The desilter will remove smaller particles than the desander, so its operation is downstream of the desander. Setup and operation of desilters are the same as with desanders. The manifold discharge is downstream of the suction, with a low equalizer between the two tanks. It is recommended that the desilter process more volume than the rig is pumping so that there is a backflow through the equalizer, ensuring that all of the drilling fluid is
processed.
If drilling fluid is being pumped through mud guns from the suction compartment downstream, this fluid must also be processed through the hydrocyclones. For weighted drilling fluids, the underflow of the desilter cones is processed by a shaker. Ideally this shaker will have screens installed that allow the weight material to pass through while rejecting any drilled solids larger than the weight material.
1.11 Centrifuge suction and discharge pit
Centrifuge suction is taken from the pit that the desilter manifold discharges into (for unweighted drilling fluids). The drilled solids removed by the centrifuge are discarded, and the cleaned drilling fluid is returned to the active system in the next pit downstream.
For a weighted aqueous drilling fluid, the solids separated by a centrifuge are composed largely of weight material (assuming upsteam processing has been performed correctly) used to increase the density of the drilling. This solids discharge (centrate or cake) is returned to the active system and the effluent or liquid discharge is discarded. The effluent contains the fine particles (colloidal or clay size) that will cause rheological problems with the drilling fluid if allowed to accumulate to a
high enough concentration.
For a weighted nonaqueous drilling fluid, it is not feasible to discharge the effluent from a centrifuge, due to environmental and/or economic concerns. In this situation, a dual centrifuge setup is utilized in which the first centrifuge operates at a lower g setting (usually 600–900 g) and the weight material (which is easy to separate due to its higher specific gravity) is returned to the active system. The effluent from the first centrifuge typically flows to a holding tank, and this fluid is not processed by a second centrifuge operating at a higher g force in order to separate finer solids, which are discarded. The solids from the second centrifuge typically are not in the size range that would cause rheological problems, but given time they will degrade into smaller particles that could start causing problems. Therefore, they need to be removed while the equipment can still remove them. The effluent from the second centrifuge is then returned to the active system.
