

Shale shakers have undergone many improvements since the Shale Shaker Handbook was written in the early 1970s. The current design, linear motion shakers, was introduced in the 1980s and has become widely used because of its improved solids conveyance and fluid throughput. The various types of motions are discussed in the next sections. Linear motion has made it possible to move solids toward the discharge end of the deck while it is tilted uphill. The uphill tilt of the deck creates a pool of fluid at the feed end of the deck, which, in combination with the linear motion, exerts greater pressure on the fluid flowing through the screen openings. This allows a finer screen than with all previous shaker designs. The acceleration perpendicular to the screen surface controls the liquid throughput. Orbital (circular or unbalanced elliptical) and linear motion shakers can have the same acceleration (or g factor), but the linear motion shaker can process a greater flow rate. The linear motion conveys solids uphill, whereas orbital motion will not. The uphill solids conveyance allows the linear motion or balanced elliptical motion to process a greater flow rate.
The use of linear motion shakers has become feasible with the development of improved screen designs. The life of shaker screens has been extended with the introduction of repairable bonded and pretensioned screen panels. Other design improvements are available in wire cloth, rectangular weaves, nonmetallic screens, and three-dimensional screen surfaces, which have improved the solids-separation capabilities of all shakers.
Although linear motion shale shakers have made a significant impact on solids-removal concepts, the other shale shakers have many advantageous features. Circular motion is easier on the shale shaker structure and shaker screens and conveys gumbo better than does linear motion. Linear motion shakers require bonded screens of which 30–50% of the area is forfeited. The liquid pool at the back of the linear motion screens can cause solids to be ground up into many smaller particles and forced through the shaker screens. This liquid pool also gives solids slightly finer than the screen openings more of a chance to go through the screen.

Shale shaker limits
A shale shaker’s capacity has been reached when excessive amounts of drilling fluid (or drilling-fluid liquid phase) first begins discharging over the end of the shaker. The capacity is determined by the combination of two factors:
1. The fluid limit is the maximum fluid flow rate that can be processed through the shaker screen.
2. The solids limit is the maximum amount of solids that can be conveyed off of the end of the shaker.
The two limits are interrelated in that the amount of fluid that can be processed will decrease as the amount of solids increases.
Any shale shaker/screen combination has a fluids-only capacity (i.e., no solids are present that can be separated by the screen) that is dependent on the characteristics of the shaker (g factor, vibration frequency, type of motion, and angle of the screen deck), of the screen (area and conductance), and of the fluid properties (viscosity characteristics, density, additives, and fluid type). The mechanical features of the shaker are discussed later in this chapter. The fluid-only capacity is the fluid limit with zero removable solids. For the sake of the current discussion, the drilling fluid is assumed to be a fluid with no solids larger than the openings in the shaker screen, although this is not true in many real instances.
The screen cloth can be considered to be a permeable medium with a permeability and thickness (conductance) and an effective filtration area. The fluid capacity will decrease as the fluid viscosity increases (plastic viscosity is important but yield and gel strengths can have a significant impact as well). Capacity will also increase as the fluid density increases due to increased pressure on the screen surface acting as a force to drive fluid through the screen.
The fluid-only capacity will generally be reduced when certain polymers are present in the fluid. Partially hydrolyzed polyacrylamide (PHPA) is most notable in this respect, as it can exhibit an effective solution viscosity in a permeable medium higher than that measured in a standard viscometer. At one time, the effective viscosity of PHPA solutions was determined by flowing the solution through a set of API 100 screens mounted in a standard capillary viscometer. PHPA drilling fluids typically have a lower fluid-only capacity for a given shaker/screen combination than do similar drilling fluids with PHPA because of this higher effective viscosity. This decrease in fluids-only capacity can be as much as 50% compared with a bentonite/water slurry. Adsorption of PHPA polymer may decrease effective opening sizes (as it does in porous media), thereby increasing the pressure drop required to maintain constant flow. This makes the PHPA appear to be much more viscous than it really is. This effect also happens with high concentrations of XC (xanthan gum, a polysaccharide secreted by bacteria of the genus Xanthomonas campestris) in water-based fluids, in drilling fluids with high concentrations of starch, in newly prepared NAFs, and in polymer-treated viscosifiers in NAFs.
The solids limit can be encountered at any time but occurs most often during the drilling of large-diameter holes and soft, sticky formations and during periods of high penetration rates. A relationship exists between the fluid limit and the solids limit. As the fluid flow rate increases, the solids limit decreases. As the solids loading increases, the fluid limit decreases. Internal factors that affect the fluid and solids limits are discussed in section 7.5, Shale Shaker Design.
The following are some of the major external factors that affect the solids and fluid limits.
1. Fluid Rheological Properties
Literature indicates that the liquid capacity of a shale shaker screen decreases as the plastic viscosity (PV) of a drilling fluid increases. PV is the viscosity that the fluid possesses at an infinite shear rate.(1) Drilling fluid viscosity is usually dependent on the shear rate applied to the fluid. The shear rate through a shale shaker screen depends on the opening size and how fast the fluid is moving relative to the shaker screen wires. For example, if 400 gpm is flowing through a 4*5-ft API 100 market grade (MG) screen (30% open area), the average fluid velocity is only 1.8 inches per second. Generally the shear rates through the shaker screen vary significantly. The exact capacity limit, therefore, will depend on the actual viscosity of the fluid. This will certainly change with PV and yield point (YP).
2.Fluid Surface Tension
Although drilling-fluid surface tensions are seldom measured, high surface tensions decrease the ability of the drilling fluid to pass through a shale shaker screen, particularly fine screens, with their small openings.
3.Wire Wettability
Shale shaker wire screens must be oil wet during drilling with oil-based drilling fluids. Water adhering to a screen wire decreases the effective opening size for oil to pass through. Frequently, this results in the shaker screens not being capable of handling the flow of an oil-based drilling fluid. This is called ‘‘sheeting’’ across the shaker screen, which frequently results in discharge of large quantities of drilling fluid.
4.fluid density
Drilling-fluid density is usually increased by adding a weighting agent to the drilling fluid. This increases the number of solids in the fluid and makes it more difficult to screen the drilling fluid.
5.Solids: Type, Size, and Shape
The shape of solids frequently makes screening difficult. In single-layer screens, particles that are only slightly larger than the opening size can become wedged into openings. This effectively plugs the screen openings and decreases the open area available to pass fluid. Solids that tend to cling together, such as gumbo, are also difficult to screen. Particle size has a significant effect on both solids and liquid capacity. A very small increase in near-size particles usually results in a very large decrease in fluid capacity for any screen, single or multilayer.
Solids compete with the liquid for openings in the shaker screen. Fast drilling can produce large quantities of solids. This usually requires coarser screens to allow most of the drilling fluid to be recovered by the shale shaker. Fast drilling is usually associated with shallow drilling. The usual procedure is to start with coarser-mesh screens in the fast drilling, larger holes near the top of the well and to ‘‘screen down’’ to finer screens as the well gets deeper. Finer screens can be used when the drilling rate decreases.
Boreholes that are not stable can also produce large quantities of solids. Most of the very large solids that arrive at the surface come from the side of the borehole and not from the bottom to the borehole. Drill bits usually create very small cuttings.
7. Hole Cleaning
One factor frequently overlooked in the performance of shale shakers is the carrying capacity of the drilling fluid. If cuttings are not brought to the surface in a timely manner, they tend to disintegrate into small solids in the borehole. If they stay in the borehole for a long period before arriving at the surface, the PV and solids content of the drilling fluid increases. This makes it appear that the shale shaker is not performing adequately, when actually the solids are disintegrating into those that cannot be removed by the shale shaker.
(1)The Bingham Plastic rheological model may be represented by the equation
shear stress = (PV)shear rate + YP: By definition, viscosity is the ratio of shear stress to shear rate. Using the Bingham
Plastic expression for shear stress,
viscosity = [(PV)shear rate + YP]=shear rate:
Performing the division indicated, the term for viscosity becomes
(PV) + [YP/shear rate]:
As shear rate approaches infinity, viscosity becomes PV.
shale shaker description
The majority of shale shakers use a back tank (commonly known as a possum belly or a mud box) to receive drilling fluid from the flowline (Figure 7.3). Drilling fluid flows over a weir and is evenly distributed to the screening surface, or deck. The screen(s) are mounted in a basket that vibrates to assist the throughput of drilling fluid and the movement of separated solids. The basket rests on vibration isolator members, such as helical springs, air springs, or rubber float mounts. The vibration isolation members are supported by the skid. Below the basket, a collection pan (or bed) is used to channel the screen underflow to the active system.

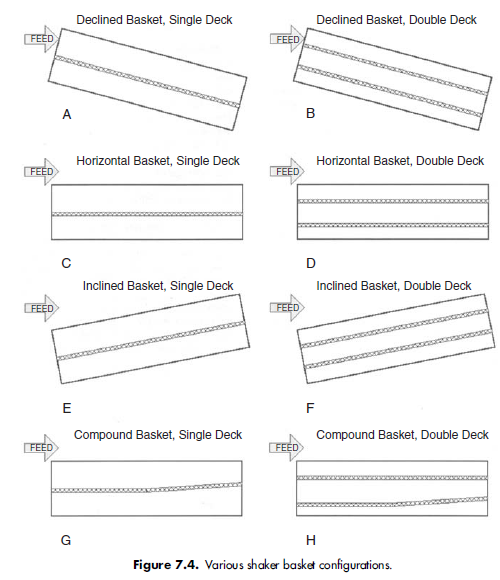
Shale shaker performance is affected by the type of motion, stroke length of the deck, and the rotary speed of the motor. The shape and axial direction of the vibration motion along the deck is controlled by the position of the vibrator(s) in relation to the deck and rotation direction of the vibrator(s). There are many commercially available basket and deck configurations. The deck may be mounted at a slope (Figures 7.4A, B, E, and F) or horizontally (Figures 7.4C and 7.4D). Deck surfaces may be tilted up or down in the basket. The basket may be horizontal or at a fixed angle, or have an adjustable angle. An adjustable basket angle allows the deck to be tilted up or down.
On sloped deck units (cascade or parallel flow), the screens may be continuous, with one screen covering the entire deck length (Figures 7.4A and E), may have a divided deck that has more than one screen used to cover the screening surface (Figures 7.4B and F), or may have individual screens mounted at different slopes (Figures 7.4G and H). On multiple deck units, fluid passes through the upper deck before flowing to the next deck (Figures 7.4B, F, and H).
How a shale shaker screens fluid
The primary purpose of a shale shaker is to remove as many drilled solids as possible without removing excessive amounts of drilling fluid. These dual objectives require that cuttings (or drilled solids) convey off the screen while simultaneously most of the drilling fluid is separated and removed from the cuttings. Frequently, the only stated objective of a shale shaker is to remove the maximum quantity of drilled solids. Stopping a shale shaker is the simplest way to remove the largest quantity of drilled solids. Of course, this will also remove most of the drilling fluid. When disregarding the need to conserve as much drilling fluid as possible, the ultimate objective of reducing drilling costs is defeated.
The size of drilled cuttings greatly influences the quantity of drilling fluid that tends to cling to the solids. As an extreme example, consider a golf-ball–size drilled solid coated with drilling fluid. Even with a viscous fluid, the volume of fluid would be very small compared with the volume of the solid. As the solids become smaller, the fluid film volume increases as the solids surface area increases. For silt-size or ultra-fine solids, the volume of liquid coating the solids may even be larger than the solids volume. More drilling fluid is returned to the system when very coarse screens are used than when screens as fine as API 200 are used.
Drilling fluid is a rheologically complex system. At the bottom of the hole, faster drilling is possible if the fluid has a low viscosity. In the annulus, drilled solids are transported better if the fluid has a high viscosity. When the flow stops, a gel structure builds slowly to prevent cuttings or weighting agents from settling. Drilling fluid is usually constructed to perform these functions. This means that the fluid viscosity depends on the history and the shear within the fluid. Typically, the low-shear-rate viscosities of drilling fluids range from 300–400 centipoise (cP) to 1000–1500 cP. As the shear rate (or, usually, the velocity) increases, drilling fluid viscosity decreases. Even with a low-shear-rate viscosity of 1500 cP, the plastic viscosity (or high-shear-rate viscosity) could be as low as 10 cP.
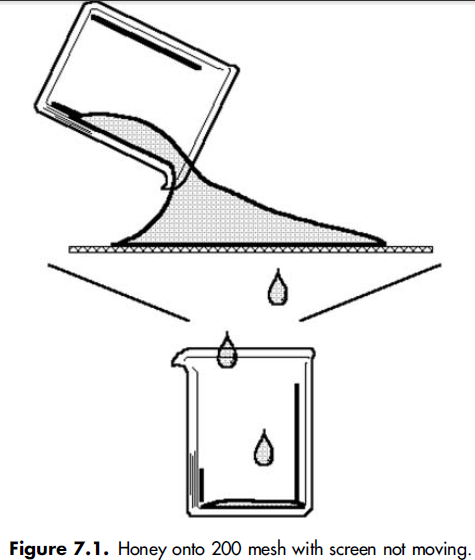
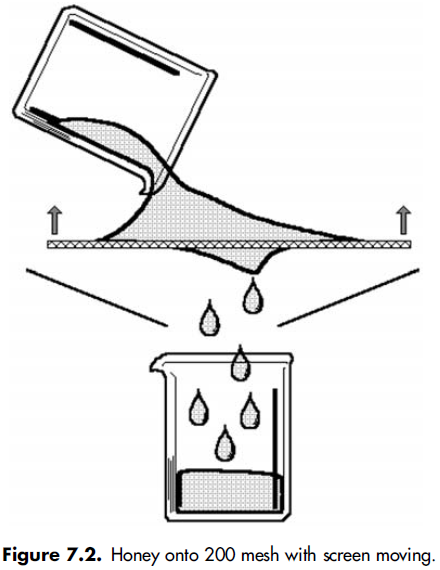
Drilling fluid flows downward, onto, and through shaker screens. If the shaker screen is stationary, a significant head would need to be applied to the drilling fluid to force it through the screen. Imagine pouring honey onto a 200-mesh screen (Figure 7.1). Honey at room temperature has a viscosity of around 100 to 200 cP. Flow through the screen would be very slow if the screen were moved rapidly upward through the honey (Figure 7.2), causing the honey to pass through the screen surface and into a collection device. These forces of vibration affect drilling fluid in the same manner. The introduction of vibration into this process applies upward and downward forces to the honey. The upward stroke moves the screen rapidly through the honey. These forces of vibration affect drilling fluid in the same manner. The upward stroke moves drilling fluid through the screen. Large solids do not follow the screen on the downward stroke, so they can be propelled from the screen surface.
When the screen moves on the downward stroke, the large solids are suspended above the screen and come in contact with the screen at a farther point toward the discharge end of the shaker. This is the reason that the elliptical, circular, and linear motion screens transport solids.
Screens are moved upward through the fluid with the elliptical, circular, and linear motion shale shakers. The linear motion shaker has an advantage because solids can be transported out of a pool of liquid and discharged from the system. The pool of liquid creates two advantages: Not only does it provide an additional head to the fluid, but it also provides inertia or resistance to the fluid as the screen moves upward. This significantly increases the flow capacity of the shaker. The movement of the shaker screen through the drilling fluid causes the screen to shear the fluid. This decreases the viscosity and is an effective component to allow the shaker to process drilling fluid.
The upward movement of the shaker screen through the fluid is similar to pumping the drilling fluid through the screen openings. If the fluid gels on the screen wires, the effective opening size is decreased. This would be the same as pumping drilling fluid through a smaller-diameter pipe. With the same head applied, less fluid flows through a smaller pipe in a given period of time than a larger pipe. If a shaker screen becomes water wet while processing NAF, the water ring around the screen opening effectively decreases the opening size available to pass the fluid. This, too, greatly reduces the flow capacity of the shaker.