

The minimum volume required to dilute solids remaining after processing by the solids-control equipment depends on the drilled solids concentration in the drilling fluid. If all of the drilled solids are removed from the system, the clean drilling fluid added to return the pit levels back to the original level will dilute the solids already in the drilling fluid. As noted earlier, more clean drilling fluid will be needed to return the pits to the original level with 100% removal than 90% removal of drilled solids.

THE EFFECTS OF DRILLED SOLIDS AND COLLOIDAL BARITE ON DRILLING FLUIDS
Consideration must be given to the effects of the presence of drilled solids and barite on different types of drilling fluids: water-based and nonaqueous fluids (NAFs), unweighted and weighted.
Continue reading “THE EFFECTS OF DRILLED SOLIDS AND COLLOIDAL BARITE ON DRILLING FLUIDS”
CHARACTERIZATION OF SOLIDS IN DRILLING FLUIDS
Selecting, arranging, and operating solids-removal equipment to optimize the drilling-fluid cleaning process require accurate information about the intrinsic nature of the cuttings (drilled solids) and solid additives.
1. Nature of Drilled Solids and Solid Additives
Particle size, density, shape, and concentration affect virtually every piece of equipment used to separate drilled solids and/or weighting material from the drilling fluid. In the theoretically perfect well, drilled solids reach the surface with the same shape and size that they had when they were created at the drill bit. In reality, cuttings are degraded by physicochemical interaction with the fluid and mechanical interaction with other cuttings, the drill string, and the well bore.
Cuttings hydrate, become soft, and disperse in aqueous fluids and even in invert-emulsion NAFs with excessively low salinity. On the other hand, cuttings may become more brittle than the formation in highwater- phase-salinity NAFs and can be mechanically degraded by the action of the rotating drill string inside the well bore, particularly in deviated, slim-hole, and extended-reach wells. Cuttings are also degraded by mechanical action. Abrasion of the cuttings by other cuttings, by the steel tubulars, and by the walls of the well bore can lead to rapid comminution of the particles. In summary, cuttings recovered at the surface are generally smaller and frequently more rounded than at their moment of creation, depending on the nature of the cuttings themselves and the drilling fluid. Accordingly, the particle size distribution (PSD) seen at the flowline can range from near-original cutting size to submicron-sized particles.
The surface properties of the drilled solids and weighting material, such as stickiness and amount of adsorbed mud, also can play major roles in the efficiency of a rig solids-separation device. Large, dense particles are the easiest to separate using shale shakers, hydrocyclones, and centrifuges, and the differences in size and density among different types of particles must be well known to design the appropriate piece(s) of equipment for the separation process. Indeed, the optimum efficiency window for each device depends on all four of these parameters: concentration, size, shape, and density. Furthermore, since removal of some— but not all—particles is desirable, characterization of each and every type of particle with respect to those variables is critical. LCM serves as a good example of this. Usually economics dictates removal of large LCM along with cuttings using scalping shakers. Sometimes, however, large concentrations of LCM are required—as much as 50 to 100 ppb— in the circulating system. In such cases, a separate scalping shaker may be installed ahead of the regular battery of shakers to remove the LCM and recycle it back into the mud system [Ali et al ].
2 Physical Properties of Solids in Drilling Fluids
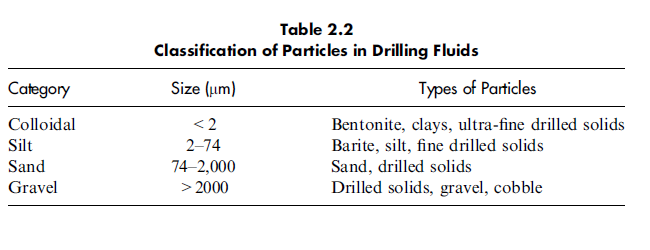
Particle sizes in drilling fluids are classified as shown in Table 2.2 [M-I llc]. PSD is measured using various techniques. For particles >45 mm diameter, wet sieve analysis is simple, accurate, and fast [API RP 13C]. Alternative methods include the American Petroleum Institute (API) sand test, which provides a measure of the total amount of particles >74 mm diameter [API RP 13B1]; microscopic image analysis, whose size limit at the low end depends on the type of microscope employed; sedimentation, for particles 0.5 to 44 mm diameter [Darley & Gray]; Coulter counter, for particles 0.4 to 1200 mm diameter [API RP 13C]; and laser granulometry (also called laser light scattering, diffraction analysis, and Fraunhoffer diffraction), for particles 1 to 700 mm diameter [API RP 13C].
With the Coulter counter, the solids are suspended in a weak electrolyte solution and drawn through a small aperture separating two electrodes, between which a voltage is applied and current flows. As each particle passes through the aperture, it displaces an equal volume of conducting fluid and the impedance between the electrodes increases in a manner that can be correlated with the particle size.
Laser granulometry is rapidly gaining popularity as the method of choice for PSD measurements. In laser granulometry, the solids are dispersed in a transparent liquid and suspended by circulation, if necessary, the slurry may be viscosified with a material like xanthan gum polymer. A beam of light is shone on a sample of the suspended solids, and the intensity versus the angle of the scattered light is analyzed to determine the PSD. Freshwater is used to disperse inert materials like barite. The drilling-fluid base fluid (saltwater, etc.) is used for all other solids (e.g., drilled solids). The sample is diluted to make it sufficiently transparent to obtain accurate readings. The instrument fits the particles to a spherical model to generate a histogram of number of particles versus particle size. For particles that do not fit a spherical model very
well, such as plates or rods, calibration with a known PSD of those particles is preferable. Laser granulometry results also depend on the step size chosen—for instance, for step sizes of 5 mm versus 10 mm, using 5 mm will generate two peaks that are each about half the size of a peak generated using 10 mm. If the step size chosen is too large, the reported PSD may miss some of the fine structure of the spectrum; on the other hand, a step size that is too small will generate excessive oscillations and the spectrum will appear to be very ‘‘noisy.’’
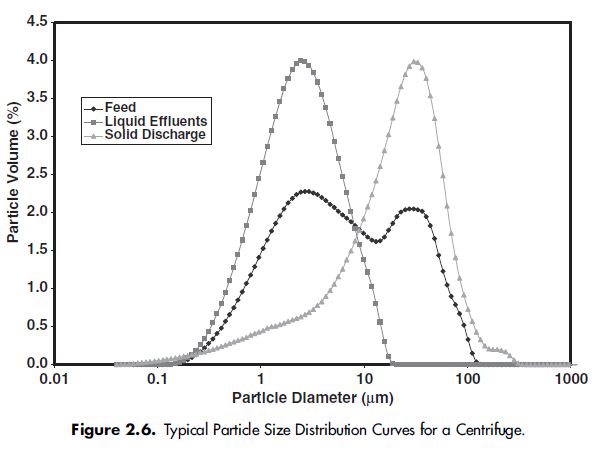
Figure 2.6 shows typical laser granulometry PSD curves for feed, liquid effluent (overflow), and solids discharge (underflow) for a field mud processed by a centrifuge. The efficiency of the device may be calculated from these data. PSD curves for each piece of equipment allow a more detailed understanding of what the device is doing and whether the equipment is optimally configured for the fluid being processed. There are calls within the drilling industry now to make laser granulometers standard equipment on critical wells, particularly high temperature/ high pressure and extended-reach wells, where the equivalent circulating density (ECD) is likely to exceed the fracture gradient.
Adsorbed mud, as well as swelling and/or dispersion of the cuttings resulting from interaction with the mud, can affect the PSD of cuttings. Comminution (degradation) of drilled solids has a strong impact on rheology and the total amount of mud adsorbed on the solids, inasmuch as the forces between the particles and the amount of mud adsorbed on them is proportional to their surface area. Drilled solids generally become comminuted while in the well bore and mud pits, as well as during passage through solids-control devices, through abrasion and chemical interaction with the base fluid. Surface-area increase due to comminution is proportional to the decrease in particle diameter. For example, breaking up a 100-mm-diameter particle into 5-mm particles will increase the total surface area by a factor of 20. Consequently, the
amount of mud adsorbed on the solids in this case will increase roughly by a factor of 20 as a direct result of comminution. Low-shear-rate viscosity will also increase significantly with this increase in total surface area, though the relationship is not strictly linear.
Average particle density, also termed ‘‘true’’ or ‘‘intrinsic’’ density, has units of weight/volume. Specific gravity (SG) is the ratio of the density of the material in question to the density of water and is, of course, unitless. Since the density of water is close to 1 g/cm3 over a wide range of temperature and pressure, the values reported for average particle density and SG are essentially the same. Average particle density should not be confused with bulk density (as often given in the Material Safety Data Sheet), which is a measure of the density of the packaged material. The LeChatelier flask method is the standard for determination of the average particle density of barite and hematite [API 13A]. In this method, one measures the incremental change in volume accompanying the addition of 100 g of the weighting material to a precisely measured volume of kerosene. A more convenient, but less accurate, method for determining density of weighting materials is the air pycnometer
[API RP 13I]. Another convenient method, which is rapidly gaining in popularity, is the stereopycnometer [API RP 13I]. In contrast to the air pycnometer, the stereopycnometer is as accurate as the LeChatelier flask method, and it can be used to measure density of any kind of particulate, including drilled cuttings. The stereopycnometer employs Archimedes’ principle of fluid displacement (helium, in this case) and the technique of gas expansion [API RP 13I].
Particle shape, partly described by the so-called aspect ratio, is not fully quantifiable. Neither is it possible to incorporate the broad spectrum of particle shapes in drilling fluids into particle-separation mathematical models. At this time, an old simple classification scheme is still used: granule, flake, fiber [Wright].
Concentration of particles in a mud is generally measured using aretort (an automatic portable still). The volume percentage of lowgravity solids (% LGS)—clays, sand, and salt—and the volume percentage of high-gravity solids (% HGS)—weighting material—are calculated from the measured volumes of the distilled fluids and the density of the mud. The calculated % LGS serves as an indicator of the effectiveness of the solids-control equipment on the rig. Occasionally both the overflow
and underflow solids from each piece of equipment are reported. Unfortunately, inaccuracies inherent in the retort, combined with the common practice of using an average density for the LGS and an average density for the HGS, can generate considerable uncertainties in % LGS. This is particularly true for low-density fluids, where a slight error in reading the retort will generate misleading—usually high— values of % LGS. However, if the calculated % LGS is below the target
limit (typically 5%), and dilution is not considered excessive, the solidscontrol equipment is considered to be efficient. (Calculation of solidsremoval
efficiency is presented in Chapter 15 on Dilution.) It should be noted that % LGS includes any clays that are purposefully added to the drilling fluid (for viscosity and filtration control). If a fluid contains 20 lb/bbl bentonite, it already contains 2.2% LGS before it acquires any drilled cuttings; in such fluids, the target limit of % LGS may be somewhat higher than 5%.
Concentration of particles affects mud properties, particularly rheology, which in turn affect the amount of residual mud on drilled solids. For noninteracting particles, the Einstein equation describes the effect of particles on the effective viscosity, μe, fairly well:

where μ is the viscosity of the liquid medium and μ is the volume fraction of the inert solids. This effect is independent of particle size, as long as the particles are suspended in the medium. The Einstein equation represents the effect of ‘‘inert’’ particles like barite fairly well, at least until their concentration becomes so great that the particles begin interacting with each other. Most particles in drilling fluids, however, have strong surface charges and interact strongly with each other at any concentration. Since all particles are enveloped by drilling fluid, attractive forces among strongly interacting particles (e.g., clays, drilled solids) generally lead to higher internal friction, hence a higher viscosity. Repulsive forces, such as are generated in muds containing high levels of lignosulfonate or other anionic polymers, will tend to exhibit lower viscosity. Because of these attractive/repulsive forces, strongly interacting particles generate an internal ‘‘structure’’ in a fluid, which manifests
itself most clearly at low fluid velocities. Thus, in most drilling fluids, significant deviations from the Einstein equation are the norm, as is discussed in more detail in the next section.
The viscosity of a drilling fluid must be maintained within certain limits to optimize the efficiency of a drilling operation: low-shear-rate viscosity needs to be high enough to transport cuttings out of the hole efficiently and minimize barite sag, while high-shear-rate viscosity needs to be as low as possible to maintain pumpability, remove cuttings from beneath the bit, and minimize ECD of the mud. In an analogous manner, for efficient operation of solids-control devices, the concentration
of drilled solids needs to be maintained within a specified range [Amoco]. The upper end (e.g., 5%) is particularly important, but the lower end (typically higher than 0%) is also important for most devices.
Stickiness of cuttings and its effect on the performance of solidscontrol devices are only beginning to be investigated. Various properties of the mud, along with lithology of the formation being drilled, are known to affect stickiness of particles, especially cuttings [Bradford et al.]. Generally, separation efficiency of any solids-control device decreases with increasing stickiness of the cuttings. Rheology, shale inhibition potential, and lubricity of the mud all can affect the stickiness of particles, which in turn affects performance of solids-control equipment, especially shale shakers. To handle gumbo (very sticky cuttings consisting primarily of young water-sensitive shale), operators will install special gumbo removal devices ahead of the shakers. To aid in conveyance of gumbo, the shaker screens are kept wet with a fine mist and
angled horizontally or downward toward the discharge end. Gumbo cannot be transported effectively on a linear motion or balanced elliptical
motion screen that is sloped upward.
HISTORICAL PERSPECTIVE AND INTRODUCTION
1.1 SCOPE
This handbook describes the method and mechanical systems available to control drilled solids in drilling fluids used in oil well drilling. System details permit immediate and practical application both in the planning/design phase and in operations.
1.2 PURPOSE
Good solids-control programs are often ignored because basic principles are not understood. This book explains the fundamentals of good solids control. Adherence to these simple basic principles is financially rewarding.
This American Society of Mechanical Engineers (ASME) textbook/handbook is a revision of the American Association of Drilling Engineers (AADE) Shale Shaker Handbook, which was a revision of the International Association of Drilling Contractors (IADC) Mud Equipment Manual. Many of the authors of this book were authors of those books as well. Patience, dedication, many long hours of work, and evaluation of the latest technology have been required of all members of this committee. Ten years were required to write the IADC Manual;
7 years were required to write the AADE Handbook; and 2 years were required to write this textbook.
None of the authors of any of the three books have received any compensation for their work and writing. The group was dedicated to providing the drilling industry with the best technology available, and many hours of discussion were frequently required to resolve controversial issues.
1.3 INTRODUCTION
Fallacious arguments persist that drilled solids are beneficial. Drilled
solids are evil and insidious. Increases in drilled-solids concentrations
generally do not immediately reveal their economic impact. Their
detrimental effects are generally not immediately obvious on a drilling
rig; so skeptics fail to believe that drilled solids foster the havoc that they
truly do. The secret to drilling safely, fast, and under budget is to remove
drilled solids. Drilled solids increase drilling costs, damage reservoirs,
and create large disposal costs. Specific problems associated with drilled
solids are:
. Filtrate damage to formations
. Drilling rate limits
. Hole problems
. Stuck pipe problems
. Lost circulation problems
. Direct drilling-fluid costs
. Increased disposal costs
These bad effects of drilled solids are explored in greater detail here
and in the rest of the book. The eradication of these effects is discussed
in great detail in this book. The book may be used for planning and
designing a drilling-fluid processing system, improving current systems,
troubleshooting a system, or improving rig operations. Drilled solids are
evil, and this is the theme of this Handbook.
The effects of drilled solids on the economics of drilling a well are
subtle. Increasing drilled-solids content does not immediately result in
disaster on a drilling rig. When a drill bit ceases to drill and torque
increases, a driller knows immediately that it is time to pull the bit.
When drilled solids increase, the detrimental effects are not immediately
apparent. Decreasing drilled solids is analogous to buying insurance for an event that will not happen. Proving that something will not happen—
like stuck pipe—is difficult to do. This is somewhat like the story of
Salem, who was walking down Main Street snapping his fingers. Friend
asks, ‘‘Why are you snapping your fingers?’’ Salem: ‘‘Keeps the tigers
away.’’ Friend: ‘‘There are no tigers on Main Street.’’ Salem: ‘‘Yeah,
works doesn’t it?’’ No drilling program calls for stuck pipe or fishing
jobs even if they are common in an area with a particular drilling rig.
The evil effects of drilled solids are real. Acknowledging that fact and
preparing to properly handle them at the surface will result in much
lower drilling costs.
Good drilled-solids removal procedures start at the drill bit. Cuttings
should be removed before another drill bit cutter crushes rock that has
already been removed from the formation. These cuttings should be
transported to the surface with as little disintegration as possible. In
addition to the cuttings produced by the drill bit, slivers or chunks of
rock from the well-bore walls also enter the drilling fluid stream. Large
drilled solids are easier to remove than small ones. After the cuttings
have reached the surface, the correct equipment must be available to
handle the appropriate solids loading, and the processing routing must
be correct. Surprisingly, after all these years of using drilling fluids, the
simple principles of arranging equipment are seldom practiced in the
field. Some drilling rigs, particularly offshore ones, have a complex
manifold of plumbing in the surface drilling fluid pits. The concept is
that any one of the centrifugal pumps can pump from any compartment
to any other compartment by adjusting valves. This concept is incorrect
and detrimental to proper drilled-solids removal. Generally, arranging
the complex routing for correct solids-removal processing is so
unobvious that all of the drilling fluid is not processed by the equipment.
Also, valves can leak in this system and go undetected for many wells.
Better to follow the rule, One pump/one purpose. Add additional
plumbing or pumps but do not use solids-removal equipment feed
pumps for anything but their stated purpose. This book shows how the
equipment works and how it should be plumbed.
While drilling wells, drilling fluid is processed at the surface to remove
drilled solids and blend the necessary additives to allow drilling fluid to
meet specifications. Drilling-fluid processing systems are described in
this book from both a theoretical point of view and practical guidelines.
It will be as useful for a student of drilling as for the person on the rig.
Drill bit cuttings and pieces of formation that have sloughed into the
well bore (collectively called drilled solids) are brought to the surface by
the drilling fluid. The fluid flows across a shale shaker before entering the
mud pits. Most shale shakers impart a vibratory motion to a wire or
plastic mesh screen. This motion allows the drilling fluid to pass through
the screen and removes particles larger than the openings in the screen.
Usually drilled solids must be maintained at some relatively low
concentration. The reason for the need for this control is explained in
the next section. The shale shaker is the initial and primary drilled-solids
removal device and usually works in conjunction with other solidsremoval
equipment located downstream.
Solids-control equipment, also called solids-removal equipment or
drilled-solids management equipment, is designed to remove drilled
solids from a circulating drilling fluid. This equipment includes gumbo
removers, scalper shakers, shale shakers, dryer shakers, desanders,
desilters, mud cleaners, and centrifuges. These components, in various
arrangements, are used to remove specific-size particles from drilling
fluid. Knowledge of operating principles of auxiliary equipment, such
as agitators, mud guns, mud hoppers, gas busters, degassers, and
centrifugal pumps, is necessary to properly process drilling fluid in
surface systems. All of this equipment is discussed in this book.
However, the best equipment available is insufficient if it processes only
a portion of the active drilling fluid coming from the well.