Today’s shale shakers must be capable of maintaining optimum fluid properties to maximize drilling efficiency.
Joe Bacho
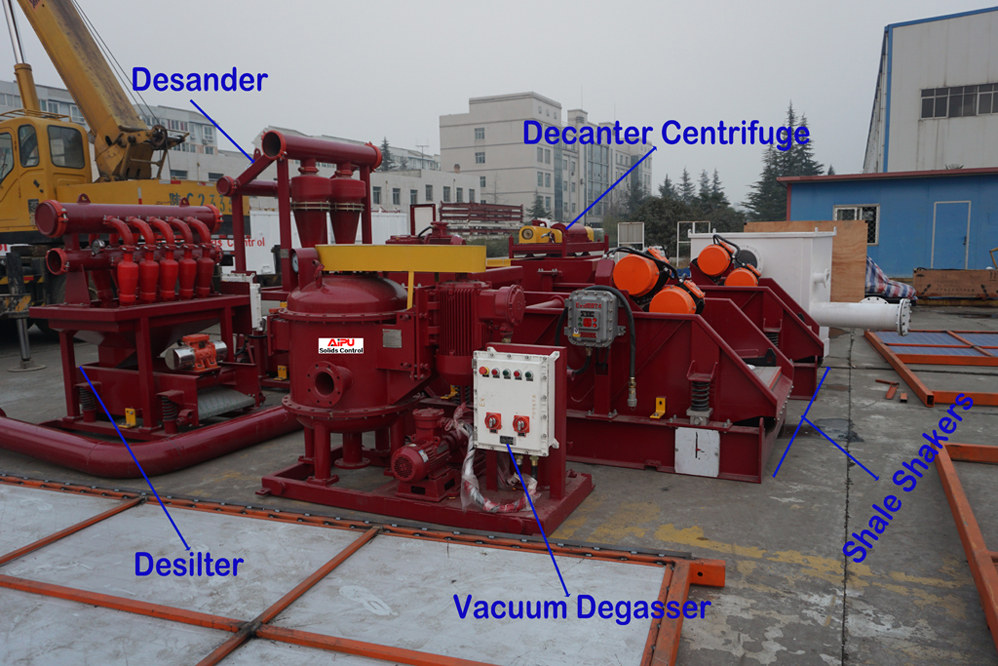
Define Shale Shaker
Shale shakers are components of the solids control systems. Shale shaker mainly used in the oil and gas drilling industry. Shale shaker is the first phase of a solids control system on a drilling rig, and are used to remove large solids (cuttings) from the drilling fluid (“mud”).
Continue reading “Shale Shaker |Important Solids Control Equipment for Drilling Fluid”